|
 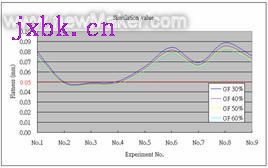
表9. 仿真四种不同含量的玻璃纤维之射出塑料平坦度结果 (LCP)图12 仿真四种不同含量的玻璃纤维之射出平坦度折线图 (LCP)
综合上述之结果讨论,PA 6T与LCP经过仿真分析与射出实验,实际射出之连结器可改善至0.05mm以下,这是藉由田口法与仿真所得之结果。在本研究中,为了追求更好之平整度效果,特此增加一仿真试验,以增加塑料本身之玻璃纤维含量,可使平整度更佳。这可带给设计工程师另一观念,在选用适当的塑料,及其配合之玻璃纤维含量的多寡,都是相当重要的,这也是一门学问。从这个研究当中,可得知在射出制程参数上,无论是实际射出或仿真射出,均显示射出温度是最重要的因子;然在射出压力中,PA 6T所须之射出压力相较于LCP所须之射出压力来得大,因为LCP流动性较佳;在此研究中可得知,最适合的材料为PA 6T,因其射出成形所得之塑料平整度为最佳。PA 6T从S/N(讯号/噪声比),可观察出,不论是射出温度、射出压力、充填时间,均有相当明显的趋势,且实际所射出之数据,差异性明显,故PA 6T适合高精度之产品;LCP从S/N(讯号/噪声比),可观察出,除了射出温度、充填时间外,射出压力并未有明显的趋势,且实际所射出之数据,差异性不甚明显,故LCP适合高稳定性之产品制作。
四、参考文献
[1] 工研院经资中心 产业分析师 吕照斌 “超低背基板接续用连接器发展状况”。
[2] 周荣源 “微射出成型技术简介” 科仪新知、第二十三卷 第四期pp.93-94 2001年2月
[3] Robert S. Mroczkowski, “Electronic Connector Handbook”, McGraw-Hill Company, New York, 1988, Chapter1 Connector Overview pp.1.1-1.24.
[4] Y.K. Shen and W.Y. Wu, “An Analysis of The Three-Dimensional Micro-Injection Molding”, Int. Comm. Heat Mass Transfer, Vol. 29, No. 3, pp. 423-431, 2002.
[5] Y.K. Shen, S.L. Yeh and S.H. Chen, “Three-Dimensional Non-Newtonian Computations of Micro-Injection Molding With The Finite Element Method“, Int. Comm. Heat Mass Transfer, Vol. 29, No. 5, pp. 643-652, 2002.
[6] Nelida Gracia, Esther Gonzalez, Juan Baselga, Julio Bravo, " Critical Thickness estimation in ISO-MC cards injection using CAE tools", Journal of Materials Processing Technology 143-144, pp.491-494, 2003.
[7] L. Sridhar and K. A. Narh, “The Effect of Temperature Dependent Thermal Properties On Process Parmeter Prediction In Injection Molding”, Int. Comm. Heat Mass Transfer, Vol. 27, No. 3, pp. 325-332, 2000.
[8] 丁志华、戴宝通 ” 田口实验计划法(I) ” 毫微米通讯、第八卷、第三期。
[9] 张旭铭博士 “板形与平坦度最佳化田口式分析” 高苑技术学院 自动化工程学系。 |
