由实验数据输入田口法计算机程序后,经因子变动计算,可得S/N(讯号/噪声比),如图3所示。所得到最佳化成形参数为射出温度315 ℃、射出压力130 MPa 、充填时间0.8 s。此最佳化参数出现于田口规划法L9直交表内之第二组实际数据,但与实际射出及仿真射出之最佳值是不相符的,仿真射出为第三组最佳,然实际射出数据为第三组最佳,虽然田口最佳化组合与实际和仿真并不相符,不过距离最佳实际射出数据仅差0.001mm,已相当接近;最佳化成形之塑料其平坦度为0.05mm,符合平坦度不超过0.05mm之目标值。
三、结果与讨论
从PA 6T 之S/N (讯号/噪声比),可观察出,不论是射出温度、射出压力、充填时间,均有相当明显之趋势,S/N(讯号/噪声比)亦是取最大值,故所呈现之最佳成形参数为射出温度315 ℃、射出压力130 MPa、充填时间1.5 s,这组最佳化成形参数,出现于田口规划法L9直交表内之第2组实验数据,然而实际射出之塑料平坦度数据为0.04 mm,此量化数据符合平坦度不超过0.05 mm之目标值,其余仿真之8组,均未能符合小于0.05 mm规格内。塑料PA 6T经田口法所规划出L9直交表后,分别作9组实际射出与仿真射出,从实际射出可得知第2组为最佳,其数据呈现之分布,最大数值为0.097 mm,最小数值为0.040 mm,两者相差值为0.057 mm,然仿真射出也是为第2组最佳,其最大数值为0.1151mm,最小数值为0.0452 mm,两者相差值为0.06911 mm;然实际射出与仿真射出之总相差值为0.0294 mm;两者相较之下,可看得仿真射出的差异性较高。数据波动也比较实际射出之数据波动来得大。实际射出与仿真射出之翘曲度,有相同之趋势,如图4所示。故从仿真中,就可以先观察其最佳值为何,如图5-图7所示,若异常之处,可随时作调整。在PA 6T实际射出与仿真射出中,知射出温度最为重要,再者为射出压力,最后为射出时间。  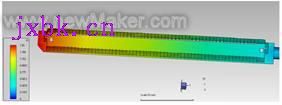
图4. 实际与仿真射出之平坦度结果 (PA 6T)图5. 充填100%之熔胶波前图 (PA 6T)
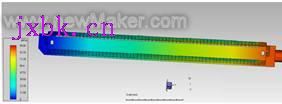 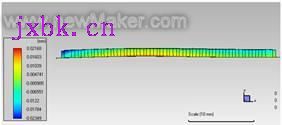
图6. 充填100%之压力图 (PA 6T)图7. 充填100%之翘曲图 (PA 6T)
从LCP之S/N(讯号/噪声比),可观察出,除了射出温度外,射出压力与充填时间,均未有相当明显的趋势,S/N(讯号/噪声比)亦是取最大值,故所呈现之最佳参数为射出温度315℃、射出压力130 Mpa、充填时间0.8 s,这组最佳化成形参数,正好出现于田口规划法L9直交表内之第2组实验数据,然而实际射出成形第二组之塑料平坦度数据为0.051mm,此量化数据未符合于0.050mm目标值内,实际射出最佳值是第3组,其平坦度数据为0.050mm符合目标值之内,与田口法之最佳化组合相比,两者不相符;其余8组均未符合不超过平坦度0.050mm目标值内。实际射出之数据中,第三组实验数据是0.050mm最佳的,次者为第二、四组,两组实际射出之塑料平坦度为0.051mm;在此说明为何田口规划之第二组最佳化成形,于实际射出中,并不是最好的,因为从S/N(讯号/噪声比) ,可观察出,射出温度的斜率趋势是相当清楚的,但射出压力所呈现之斜率趋势却是相当不明显的,并且其值已相当接近S/N标准值(红色虚线),这显示在此射料LCP中,射出压力所扮演的参数,并不属于关键参数,但反之也可以说,因设定之射出压力太高,导致斜率趋势不明显,然就充填时间0.8s、0.9s而言,其呈现两者相互接近之状况,与0.7s区隔相当明显,这显示出时间以0.8s、0.9s,均为佳,0.7s是不可行之参数。综合上述之因素,可能因为设定射出压力过大,导致射出成形之实验值,无法很明确被区分,对此将安排实验,以厘清射出压力影响程度为何,故田口规划法L9直交表内之第二组实验数据最佳化成形之组合,虽然未符合不超过0.050mm目标值内、但与三、四组均相当接近,仅差0.001mm,如图8所示,此实验仍具有参考性,从仿真射出中可得到LCP所须之压力较小,如图9-图11所示,在此可得知,射出温度为最重要,次之为射出时间,再者为射出压力。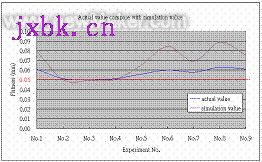 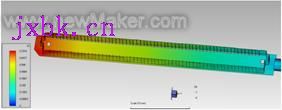
图8. 实际与仿真射出之平坦度结果 (LCP)。图9. 充填100%之熔胶波前图 (LCP)。
 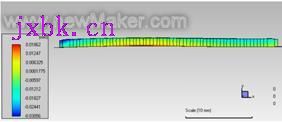
图10. 充填100%之压力图 (LCP)。图11. 充填100%之翘曲图 (LCP)
因射出压力所呈现之斜率趋势却是相当不明显的,并且其值已相当接近S/N标准值(红色虚线),这显示在此射料LCP中,射出压力所扮演的参数,并不属于关键参数,但反之也可以说,因设定之射出压力太高,导致斜率趋势不明显,如果调降射出压力的话,或许可以找出更有利找出射出压力之最佳参数,为此,再次以仿真方式,将9组压力参数全部调降70 MPa,然射出温度与时间均维持不变,来反推压力是否有影向到塑料平坦度品质,仿真结果发现,压力经全部调降60 MPa后,再次仿真,所得之塑料平坦度数据,均与未降调射出压力之时,所得之塑料平坦度数据是相同的,这显示压力在LCP塑料而言,不是重要的因子,这也映证即有之基础理论,因为LCP塑料其流动性高,故其所使用之射出压力,远比PA 6T塑料,来得低许多。此时面临到,成形参数已无法再作调整时,又为了找出如何优化LCP所射出之塑料平坦度时,特别安排一仿真实验,于LCP塑料中,增加其玻璃纤维含量,藉由不同比例之玻璃纤维含量,来优化塑料平坦度,实验方式,安排四组不同比例玻璃纤维成量,含原先30%之玻璃纤维含量,增加为40%、50%与60%,实验结果发现,LCP塑料,随着增加玻璃纤维至40%、50%及60%之后,其塑料平坦度愈来愈更好了,这是因为玻璃纤维有助于加强塑料的强度,可有效改善了塑料平坦度,60%玻璃纤维含量,最大可改善0.00723mm,如表9、图12所示。
在随着玻璃纤维含量增多的同时,也要注意到,玻璃纤维含量增多,相对的实际射出成形也会变得较不易,系因玻璃纤维本身具有韧性,会影响熔料流动的顺畅性,进而造成实际射出成形不易。在此仿真射出成形中,射出温度其斜率相当明显,次者为射出时间,射出压力在LCP料中,并不是关键参数之一,故可得知在此LCP仿真射出中,射出温度最为重要,再者为射出时间及射出压力 | 