摘要:精密电子连接器在电子产业进入轻薄短小的需求下,以从早期穿孔式(DIP)焊接于印刷电路板上演变成表面粘着技术(SMT)。在此技术下,精密电子连接器焊脚的平整度成为最重要的产品规格。在影响连接器塑料组件平整性的众多参数中,以翘曲变形最为关键。本研究针对此问题,以目前产业实际使用的电子连接器为例,利用田口实验规划,探讨在两种不同材料(PA6T, LCP),三种射出条件(射出温度、射出压力、充填时间),对于连接器平坦度的影响。结果发现,就PA6T材料而言,模流分析所预测的较佳成型条件与实际射出成品相符,然而LCP材料,模流分析所预测的最佳成型条件与实际成品有些许误差。就射出成型条件而言,两种材料的射出温度均在315度可达到最佳平坦度,而射出压力则分别为130 MPa (PA6T)及140 MPa (LCP),差距并不大。而由于LCP的流动性较PA6T好,因此充填时间LCP只需0.9秒,而PA6T则需1.5秒。此外,以玻璃纤维含量针对LCP材料做平坦性分析,发现玻璃纤维含量越多时,其平坦度越好。因此,玻璃纤维含量似乎可补偿因流动性佳所造成的翘曲变形。然而在实际应用上玻璃纤维含量过多将造成实际成型不易。因此不同射出料的物性,需搭配不同的射出条件,而模流分析提供一个有效的评估标准。
关键词:精密电子连接器、模流分析、田口法、翘曲
一、 前言
近年来电子产业的趋势朝向高密度及薄型化,伴随着相关芯片零组件的薄型化,基板接续用连接器也被要求低背化、细脚距化与省空间化[1-3]。对于表面粘着技术的连接器(SMT connector)而言,由于连结器的焊接温度介于240-260℃,因此在材料选用上,必须考虑成型性及耐热性。一般基于成本考量,常用的材料有PA6T及LCP。由于这些材料在射出成型过程中,树脂(resin)会因为在各个方向的不同的收缩率而产生翘曲变形,此变形对于组装后之成品平整度影响甚钜,因此本文针对此一主要产品特征,探讨射出温度、射出压力、充填时间三种制程参数,及添加纤维的量对于所射出的连结器其翘曲度的影响,进而提供业界在设计与制造连结器的重要参考数据。
二、实验规划
精密电子连接器射出成形产品,因其尺寸小及厚度薄,故在材料选择上或是制程参数规划上应有所差异,故透过模具制作与产品实际射出成形以便修正及核对实务之正确性。在材料选择上,不同材料如PA 6T、LCP,其流动性有不同,选择适合材料至为重要,而不同产品因造型各异,是否材料各异,也为重要探讨范围。在制程参数上选择、射出温度、射出压力、充填时间等作为控制参数,从文献中得知射出温度为制程中最重要参数[4-7],然而对于业界量产考量,射出压力及充填时间之调整,可使成型时间变短,进而增加产量,然而射出压力太大将导致成品收缩、变形,因此这些变量彼此相互影响,关联性非常复杂,因此必须利用田口法[8-9],以最少仿真次数,得出不同材料的最佳化射出制程参数。而判别的主要参数为连结器的翘曲度。
透过本研究实验所规划之流程(图1),搭配田口实验规划法,加以探讨模流分析与实际射出成形所得之结果,是否可有效改善塑料平坦度,进而获得最佳化之射出成形参数。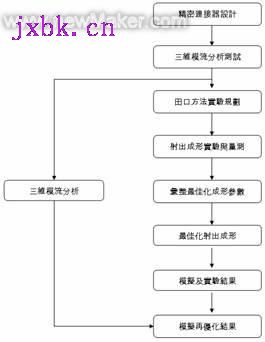
图1. 实验流程
塑料射料PA 6T在设定射出温度、射出压力、充填时间之条件参数后,这些参数将作为仿真之参数,如表1所示。透过田口方法实验规划,可得L9直交表,如表2所示。依据L9直交表,可清楚得知有9组田口规划之实验参数,再分别针对这9组参数,实际作射出成形,并量测实际其塑料翘曲度,量测之结果,大部份数据皆不符合塑料翘曲度(Flatness) 0.05mm规格内,如表3所示。仿真实验数据为第2组,其参数为射出温度315℃、射出压力 130 MPa、充填时间1.5 s,如表4所示。 
表1.参数设定(PA 6T)表2. 田口规划法之L9直交表(PA 6T)
 
表3. 实际射出9组之平整度(PA 6T)表4. 仿真射出9组之平整度(PA 6T)
由实验数据输入田口法计算机程序后,经因子变动计算,可得S/N(讯号/噪声比),如图2所示。由S/N得到最佳化参数为,射出温度315℃、射出压力130 MPa、充填时间1.5 s。此最佳化参数出现于田口规划法L9直交表内之第二组实际数据,而且实际射出与仿真射出所得之数据也都是第二组为最佳的,由此可得知PA 6T田口法最佳化组合与实际射出与仿真射出是互相对应的,符合理论与实务相互映证,最佳化成形之塑料其平坦度为0.04mm,符合平坦度不超过0.05mm之目标值。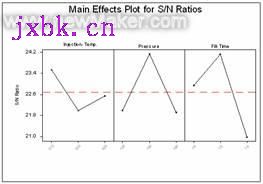
图2. S/N讯号噪声比(PA 6T)
塑料射料LCP在已设定射出温度、射出压力、充填时间之条件参数后,再设定仿真之各参数,如表5所示。透过田口方法实验规划,可得L9直交表,如表6所示。依据L9直交表,可清楚得知有9组田口规划之实验参数,再分别针对这9组参数,实际作射出成形,并量测实际翘曲度,量测之结果,大部份数据皆不符合塑料翘曲度(Flatness) 0.05mm规格内,如表7所示。仿真之最佳化参数为第三组,其参数为射出温度315℃、射出压力 140 MPa 、充填时间0.9 s,如图3所示。 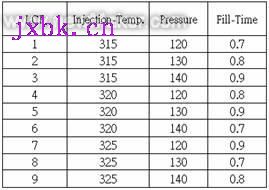
表5.参数设定(LCP)表6. 田口规划法之L9直交表(LCP)
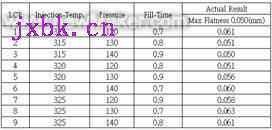 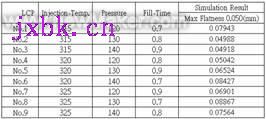
表7. 实际射出9组之平整度(LCP)表8. 仿真射出9组之平整度(LCP)

图3. S/N讯号噪声比(LCP)
| 