| 船用高强钢DH36垂直自动气电焊的试验与研究(图) |
|
| 日期:2007-6-13 21:59:00 人气:80 [大 中 小] |
|
|
|
[page_break]量已不大,据分析焊缝中心冲击功与选用的焊接材料有关,熔合线冲击功因为由焊缝和热影响2区部分组成,也将随着焊缝的提高而提高。
5.2 药芯焊丝DWS-1LG垂直气电焊试验
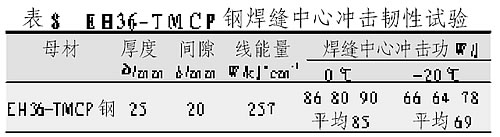
由于DWS-1LG焊丝属3V级焊材只能满足常规焊接状况下冲击性能要求,对于16mm、20mm超大间隙的焊接,为弥补大线能量焊接时焊缝中心低温韧性的不足,可选用低温冲击要求更高的焊材,对此选用神钢生产的冲击温度为-60℃的DWS-1LG焊丝(化学成分和力学性能如表3所示),采用EH36-TMCP钢进行了间隙为20mm的焊缝中心冲击试验,试验结果见表8。
由表可见,在大间隙、大线能量焊接状况下,采用DWS-1LG焊丝比DWS-43C的焊缝冲击韧性提高1倍。
6 结 论
a.普通轧制船用高强钢DH36垂直气电焊冲击韧性在一定的焊接工艺措施下能满足0℃时冲击功大于等于34J,-20℃而难以达到母材时冲击功大于等于24J的要求。
b.垂直气电焊热影响区冲击韧性与母材的材料特性和焊接线能量有关,为保证普通轧制船用高强钢DH36垂直气电焊焊接质量,必须严格控制焊接线能量。其线能量控制与焊缝截面有关,应严格控制装配间隙和坡口角度。
c.采用TMCP工艺技术制造的高强钢DH36,对热输入量敏感性小,可进行大线能量焊接,当焊接线能量小于260kJ/cm时,接头抗拉强度,冷弯性能,0℃、-20℃冲击韧性均可满足船规要求。
d.当垂直气电焊的间隙大于等于16mm时建议采用DWS-1LG焊丝替代DWS-43G,以提高焊缝中心和熔合线的冲击韧性。
e.在进行大间隙垂直自动气电焊时,必须根据间隙大小修正反面陶瓷衬垫和正面铜滑块的槽宽,以保证正反面焊缝成形质量。
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
