| 下载首页 | 资讯中心 | 文章分类 | 最近更新 | 排 行 榜 |
|
| 下载导航::网站首页 | 下载分类 | 最近更新 | 排 行 榜 | 国家标准 | 机械软件 | 机械教程 | 手册下载 | 钢带打包机 文章导航::文章首页 | 文章分类 | 国家标准 | 软件技巧 | 软件教程 | 机械设计 | 模具设计 | 其它文章 | 技术资料 |
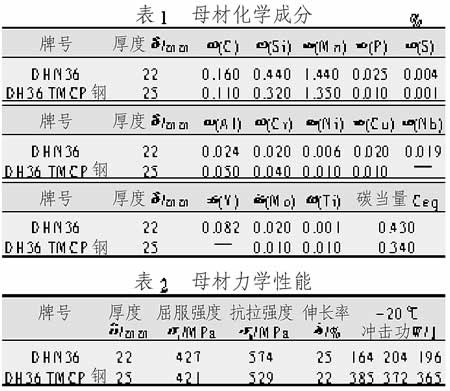
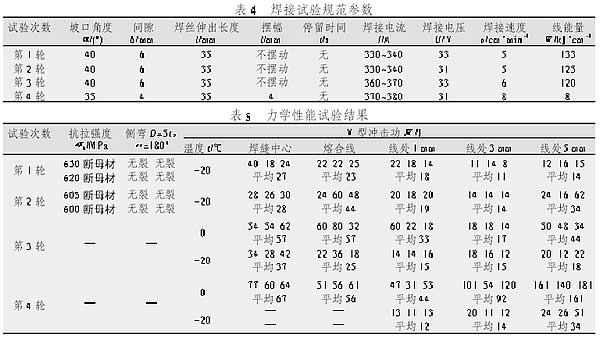
| 您的位置:首页 → 机械设计 → 焊接切割 → 气保焊 → 船用高强钢DH36垂直自动气电焊的试验与研究(图) |
|
|
| 关于本站 | 帮助(?) | 广告服务 | 版权声明 | 业务合作 | 发展历程 | 加盟我们 | 联系我们 |