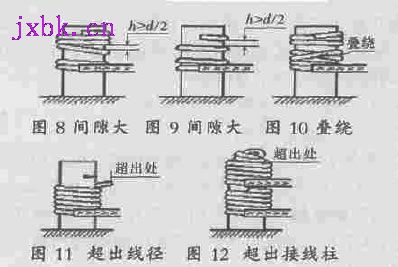
4. 2 拉脱力检验
在产品设备外,对应每套绕头绕套做5 个绕接点,逐个做拉脱力测试如图13 所示,拉脱线速度为50 mm/ min~100 mm/ min(拉脱力测试转速为40 r /min ~80 r / min) 。拉脱力应符合表1 要求。

4. 3 退绕检验
退下的导线应完整不断裂,退绕后的导线,绕接点线圈部分不能再用。
4. 4 气密性检验
气密性检验,是鉴定接点中接触区的气密程度。经6. 4. 1~6. 4. 4 处理的接点,用显微放大镜观察,并通过放大镜坐标,换算出实际的气密区受污染的变色面积(近似值) 及光亮的气密区面积(近似值) 。在气密性接触区,受污染变色的面积不得超过25%。气密区合格面积的总和至少等于导线截面积。
4. 4. 1 把一组(不少于5 个) 绕接点悬挂于有王水
溶液(用浓盐酸和浓硝酸1∶1 配制) 约1 mL ~2 mL的试管中,并用软木塞塞住,使接点在王水雾气中暴露10 min ,注意不得接触到王水溶液。
4. 4. 2 把已被化学气体腐蚀过的绕接点转放到另
一支有浓硫化铵溶液约1 mL 的φ16 mm ×150 mm的试管中,也应注意悬挂接点时不要接触硫化铵溶液,然后用软木塞塞住,使接点暴露于硫化铵雾气中,直到外表颜色变黑为止。
4. 4. 3 取出接点试样风干,用退绕器细心退下导线
(应注意不要划伤接线柱) ,按规定观察气密接触区,应有与变黑区域截然不同的光亮点。如超过上述的规定,即判为不合格接点。
4. 4. 4 用放大镜观察气密性接触区。
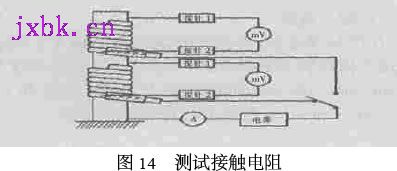
4. 5 接触电阻的检验
按图14 所示方法测试,通过绕接点电压应不大于4 mV。对于线径为0. 4 mm ,0. 5 mm ,0. 6 mm绕接点,测试接触电阻时所用电流为2. 4 A。对于线径为0. 7 mm 绕接点,测试接触电阻时所用电流为7. 5 A。
5 绕接注意事项
5. 1 绕接器电源及引线无漏电现象
5. 2 出现不合格绕接点,应用退绕器退绕后再行绕接,不允许用其它工具调整。
5. 3 经拉脱力测试后的接线柱不能再用于绕接。
5. 4 退绕后的导线可以剪去剥皮部分,再剥皮进行绕接。
5. 5 正常操作的工具,绕头、绕套,每天都应进行一次时间间隔测试,操作8 000 次时,也要进行一次性能测试,接点必须符合拉脱力要求后才能进行绕接。
6 结束语
绕接连接与同锡焊连接有本质区别,比锡焊连接有较大的优越性,具有如下特点:可靠性为锡焊连接的十倍以上,工作寿命长达到40 年。绕接连接从根本上消除了锡焊连接存在的虚焊问题。绕接点牢固耐久,抗老化和耐腐蚀。防震型绕点的抗震能力是锡焊连接无法比拟的。绕接连结的生产质量稳定,外观整齐,无锡焊连接需清理导线头,锡渣和熔剂余痕的麻烦,也就消除了由此而产生的短路和腐蚀和隐患。绕接操作简单,容易掌握,工人一般经1天~2 天的培训便可进行操作,而锡焊工人的熟练掌握需半年至一年时间。绕接对导线的绝缘层及元器件无热影响。绕接无污染物,改善了工作条件。能充分利用空间,可以实现高密度装配,有利于产品小型化,还为产品电气连接操作向自动化方向发展提供了有利条件。退绕方便。质量容易控制,检验直观简单。绕接不用锡焊料和熔剂,降低了生产成本,比锡焊连接可提高工效一倍,如果采用半自动或自动绕接,则可大幅度地提高工效。与锡焊相比可节约电能一半以上。
尽管绕接有无可比拟的优点,但也存在一定的局限,比如:绕接点使用的导线头比锡焊点的长,多股导线不能进行绕接,直径大于1. 32 mm 的导线目前还不能进行绕接,生产或维修中需要改换错绕点时比锡焊麻烦,再进一步提高装配密度比较困难 |
