400 MPa 级超级钢不同焊接方法焊接接头组织性能分析
赵洪运 , 杨德惠, 王国栋, 裘坤, 王立夫
( 1.东北大学轧制技术及连轧自动化国家重点实验室, 辽宁沈阳110004;
2. 长春工业大学材料科学与工程学院, 吉林长春130012)
摘要: 采用手工电弧焊、二氧化碳气体保护焊、等离子弧焊焊接400 MPa 级超级钢, 并对焊接接头显微组织及力学性能作了分析研究。结果表明, 实际生产中可以应用二氧化碳气体保护焊焊接400 MPa 级超细晶粒钢。
关键词: 超级钢; 显微组织; 力学性能
超级钢在汽车行业中的应用越来越普及, 但超级钢焊接时其热影响区晶粒不可避免会发生粗化, 影响焊接接头性能。如何解决超级钢焊接接头强度下降问题, 就成了超级钢推广过程中的关键问题。本文采用手工电弧焊、二氧化碳气体保护焊、等离子弧焊三种焊接方法对400 MPa 级超级钢进行焊接并对焊接接头显微组织及力学性能进行了分析和研究, 进而对400MPa 级超级钢的焊接性做出评价, 为研制具有良好焊接性的超级钢及超级钢焊接工艺选择提供参考依据。
1 试验材料和方法
本试验用400 MPa 级超级钢( 5 mm) 的化学成分( 质量分数, %) 为0.171C,0.36Mn,0.09Si,0.013P,0.013S,0.025Al,0.01Cu,0.02Cr,0.01Mo,0.03Ni。分别采用手工电弧焊、二氧化碳气体保护焊、等离子弧焊对其进行焊接, 焊后采用空冷冷却方式。焊接工艺如表1。

2 试验结果与分析
2.1 显微组织分析
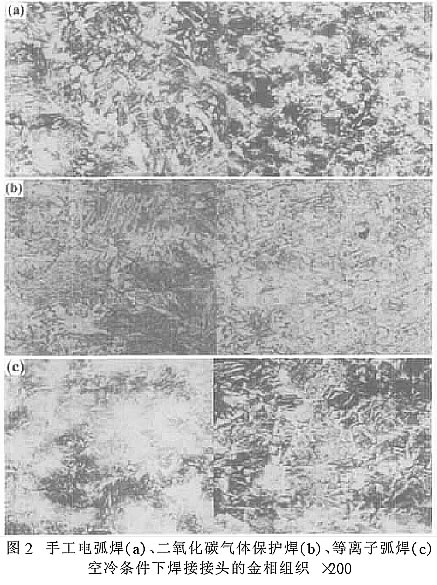
图1 是400 MPa 级超级钢的原始组织,图2为其手工电弧焊、二氧化碳气体保护焊、等离
子弧焊焊后空冷条件下的焊接接头热影响区金相组织。其原始组织是由细小的铁素体和珠光体组成,晶粒尺寸在5 μm 左右,比传统材料的晶粒尺寸明显减小。

手工电弧焊空冷条件下焊接接头热影响区组织也为铁素体和珠光体,但晶粒明显粗大, 见图2( a) 。这是受焊接热循环的作用焊接热影响区加热至奥氏体转变温度以上, 发生组织转变并形成粗大的奥氏体, 冷却过程中又转变成粗大的铁素体和珠光体, 从而造成焊接接头热影响区晶粒明显的长大[1]。二氧化碳气体保护焊空冷条件下焊接接头热影响区组织为较细小的铁素体和珠光体, 晶粒长大不明显, 见图2( b) , 与图2( a) 相比其热影响区的宽度也小得多。这是由于二氧化碳气体保护焊定向流动的气体保护介质对热影响区的强制冷却作用所致。等离子弧焊空冷条件下焊接接头热影响区晶粒明显长大, 见图2( c) , 组织主要为铁素体+珠光体, 还有少量马氏体和贝氏体。这是由于等离子弧焊能量密度高, 奥氏体发生粗化, 进而晶粒长大, 但是焊接过程中加热冷却速度快, 从而在热影响区产生了少量马氏体和贝氏体组织。
综上分析: 空冷条件下, 超级钢三种焊接接头热影响区晶粒明显长大, 这是因为试验用的超细晶粒钢主要是利用形变诱发形核来细化铁素体晶粒, 钢中没有加入能稳定高温奥氏体晶粒的微合金元素, 因而晶界推移阻力小。原始晶粒越细, 晶粒长大速度和驱动力就越大, 并且在焊接热循环作用下, 铁素体向奥氏体转变后, 晶粒与界面处于不平衡状态, 大晶粒吞并小晶粒, 致使粗晶区奥氏体晶粒长大严重[2]。在随后的冷却过程中, 粗大的奥氏体转变为粗大的铁素体和珠光体,从而造成焊接接头热影响区晶粒明显长大。
2.2 焊接接头硬度分析
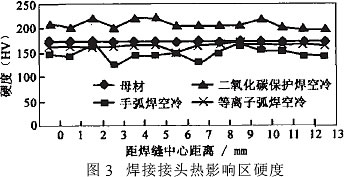
从图3 可知: ①手工电弧焊热影响区硬度明显低于母材硬度, 出现软化现象。这是因为手工电弧焊热输入量比较大, 冷却速度较慢,热影响区高温停留时间较长所致。②二氧化碳气体保护热影响区硬度不但没有下降反而有所提高。这与定向流动的气体保护介质起到的强制冷却作用有关, 冷却速度较快形成了铁素体、珠光体和贝氏体的混合组织, 造成硬度的提高;另外, 气体强制冷却的作用还会使热影响区残余应力提高, 也是导致热影响区硬度高的一个因素。③等离子弧焊在空冷条件下的硬度较母材下降并不大。
2.3 焊接接头强度和韧性分析
从图4、5( 图4、5 中的1、2、3、4 分别表示手弧焊、二氧化碳保护焊、等离子弧焊和母材) 可以看出: ①手工电弧焊焊接接头屈服强度和抗拉强度与母材相比均有明显的下降, 这是因为焊接过程热输入量大, 冷却速度较慢, 形成了粗大铁素体和珠光体的混合组织, 及较宽的热影响区, 造成了强度下降, 但因大量铁素体和少量珠光体的混合组织存在, 其冲击韧度下降并不明显。

②采用二氧化碳气体保护焊空冷条件下焊接接头强度与母材相比下降并不大, 强度和冲击韧度都能达到使用要求, 因此可以直接采用二氧化碳气体保护焊对400 MPa 超级钢进行焊接。③等离子弧焊空冷条件下焊接接头屈服强度和抗拉强度与母材相比没有明显的下降, 但冲击韧性下降较大。这是由于等离子弧焊能量密度高, 焊接过程中加热冷却速度快, 从而使热影响区产生了少量马氏体和贝氏体组织, 而马氏体和贝氏体组织有利于强度提高, 这两方面综合作用的结果使焊
接接头强度不低于母材, 但韧性下降相对较大些。
3 结论
( 1) 400 MPa 级超细晶粒钢电弧焊焊接接头热影
响区存在着明显的晶粒长大和强度下降现象。
( 2) 手工电弧焊焊接接头性能明显下降, 等离子弧焊焊接接头强度下降不明显, 但韧性下降较大, 而二氧化碳气体保护焊焊接接头强度和冲击韧度都能达到使用要求, 优于前两者。
(3) 根据实验结果, 实际生产中可以利用二氧化碳气体保护焊焊接400 MPa 级超细晶粒钢。
|
