|
智能焊网设备DDC 控制系统的设计与实现
曹梦龙
(青岛科技大学自动化与电子工程学院, 山东青岛266042)
摘 要:智能钢筋焊网设备DDC(Direct Digital Control) 控制系统采用PLC 技术实现了两级控制,工业控制计算机作为上位机是生产管理级,PLC 作为DDC 级直接面向生产过程。该控制系统控制性能良好,成本低,可运用于柔性制造系统,能大大提高设备的利用率。
关键词: 智能; DDC ; PLC; 设计
钢筋焊接网是一种高效、节能、强化混凝土结构的建筑用材,应用于建筑行业的各个领域,具有节省钢材、简化施工、提高工程质量和经济效益的特点,在经济发达国家正被建筑业广泛采用。在钢筋网焊接中利用智能化焊接技术取代传统建筑施工中人工绑扎钢筋的方法已经成为钢筋网焊接发展的必然趋势。作者提出的智能钢筋焊网设备DDC 控制系统采用PLC 技术,精确度高、抗干扰能力强、安装维修便利,在实际应用中效果优于人工操作。
1 工作原理
钢筋焊接网生产过程,是通过钢筋矫直裁断装置将盘卷的钢筋拉伸、矫直并裁断成需要长度的纵筋和横筋。分别将纵筋和横筋放入纵筋和横筋送料装置,通过输送装置将横筋和纵筋在焊接位置交叉定位。此时启动焊接过程,焊网机器人将焊接电极在横筋和纵筋交叉处压紧,并施加瞬间的低压大电流,将电极间纵横钢筋接触面熔化、粘紧,形成熔核。焊点冷却后,抬起焊头,完成焊接过程。此时焊网输送装置按要求的网距将网片向外拖出一段距离。重复上述过程,直到整片钢筋网全部焊接完毕。
2 智能焊网设备控制系统整体设计
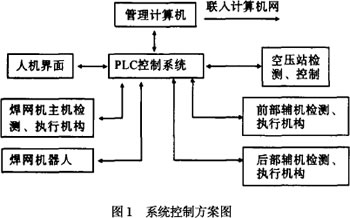
智能焊网设备采用典型的两级控制方式,作为生产管理级的工业控制计算机完成对下位机的监控、生产操作管理等,主要面向操作人员;采用PLC 组成了可靠的DDC 控制级,完成生产现场的数据采集及过程控制等,它是面向生产过程。整个控制系统分手动、半自动、全自动控制三部分。当选择手动运行方式时,可以人为介入生产操作过程,实施单步控制。当选择半自动运行方式时,可以实施单周期控制。选择全自动运行方式时,可以实施全过程连续控制,实现无人化操作。系统整体控制方案如图1 所示。
3 智能焊网设备DDC 级设计
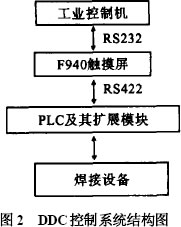
焊网机器人系统DDC 级控制主要由可编程控制器(PLC) 完成,上位机采用RS232 标准与PLC 进行通讯,系统选用三菱公司的FX2N 系列PLC 作为主控单元。该系列PLC 可靠性高,配置灵活,在使用上也非常简单且有良好的环境适应性和抗干扰能力。PLC 参与焊接控制全过程,是焊网机设备控制系统的核心。它负责焊接工艺的电气逻辑控制;执行逻辑、算术运算;输出控制执行指令;进行焊接启、停控制;完成对电磁阀等执行机构的基本控制任务。DDC 控制系统结构如图2 所示。
3. 1 DDC控制系统硬件设计与实现
DDC 控制系统硬件设计主要分为输入、控制、输出三个部分。
(1) 输入部分。因为现场信号基本上都是开关信号,所以采用接近开关、行程开关、光电开关、温度开关对开关信号进行采集;用编码器对电机转速进行采集。变频器与PLC 之间通过FX2485BD 转换模块进行信息传递。
(2) 输出部分。控制系统输出部分用双电控电磁阀实现对横筋勾加紧、放松,横筋送料臂推出、复位,料仓抬起、复位,网距勾夹紧、放松,网距定长勾推送、复位等控制,用单电控电磁阀实现对横筋挡料板动作、横筋齐头装置动作、横筋锯齿动作等的控制。横筋输送磁辊动作由横筋储料位置检测信号、按钮开关信号、程序延时信号启停磁辊
电机实现。PLC 数/ 模转换模块FX24DA 可输出焊头电机转速、焊接电压或电流控制信号。控制系统的开关量及模拟量输出均由PLC 完成。
(3) 控制部分。控制部分是整个控制系统的核心,控制部分的设计好坏影响到整个系统的性能,所以控制部分的设计对整个系统的稳定性和安全性具有重大的意义。
智能焊网设备各部分动作均由气缸驱动即采用气路控制,气源由高质量的空气压缩机提供,经由空气过滤器、油雾分离器和减压阀组成的三联件处理,获得高质量的工作气体,通过一个公用的多路接头为所有的气动模块供气。安装在多路接头上的电磁阀控制通向各个气动元件的气流量,电磁阀由步进开关和传感开关控制。机械手按可编程控制器发出的顺序动作指令完成定位、伸出、缩回、抓紧和松开等工作。料仓上升和下降、机械手臂伸出和缩回等用双线圈双位电磁阀控制。
3. 2 DDC控制系统软件设计与实现
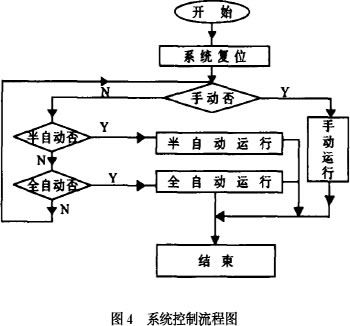
上位机程序采用VC 编写,主要包括9 个功能模块,如图3 所示。可以实现智能控制算法,完成对下位机的监控、生产操作管理,实现数据监控与人机接口的功能,并可设置PLC 各个参数。上位机还具有数据自动存储、报警提示、查询、报表、打印等功能。PLC 程序以三菱PLC 编程软件SW7D5C2GPPW 为平台以梯形图形式编写。整个系统控制流程图见图4 。
根据操作要求,DDC 控制系统的PLC 的控制程序可分为以下几个子程序段:

(1) 料仓振动控制。料仓是横筋供给装置,将横筋放入料仓中,利用料仓的振动把钢筋送到磁辊能够吸到的位置。 (2) 横筋磁辊控制程序。横筋磁辊控制程序主要是利用电机驱动电磁铁,从料仓中吸取钢筋放到横筋当料板上。(4) 横筋下料挡板控制。当位置检测开关检测到钢筋后,使横筋下料挡板落下,把钢筋放下。(5) 横筋锯齿动作控制。横筋锯齿动作是通过锯齿抖动,将钢筋分步骤有秩序的落下,这样可以避免钢筋在下落的时候错乱混杂阻塞在挡料板处。(6) 横筋送料臂送料控制。机械手抓住锯齿送来的钢筋,通过横筋送料臂将横筋与事先排列好的纵筋交叉接合好,便于焊接。(7) 焊接控制。这是主要的部分,通过这一部分的控制可以焊接出不同规格的钢筋焊接网。
4 结束语
本文主要介绍了钢筋焊网生产线DDC 级控制系统的硬件结构和软件结构,并详细地介绍了其实现方式,采用PLC(可编程控制) 控制器对焊网机进行顺序控制,可以实现单步、单周期和连续工作方式。应用结果表明,该套生产线控制系统结构简单、控制性能良好、成本低,能满足生产的要求,而且可将其运用于柔性制造系统,能大大提高设备利用率。 |
