|
黑龙江齐化化工有限责任公司(齐齐哈密瓜尔市 161033)孙立
列管式换热器是乙炔法生产聚氯乙烯的关键设备,其中的管子 -管板接头在支行中由于应力和介质腐蚀的共同作用,导致接头破损失效,影响了正常生产,针对这一问题,对结构设计和制造工艺、焊接工艺诸方面,进行了相应的改进。
1 换热器基本结构及工况条件
列管式换热器的材质为16MnR,外形尺寸为φ2400mm*3000mm;换热管为φ57mm*3.5mm。换热器壳体内装三块折流板,分上下两层冷却。
冷却介质软水,温度为90--100℃,工作压力为0.294MPa左右,管内介质为氯气、乙烯氯化氢,管内压力0.049MPa,温度为180~220℃。
2 管板接头及其破损分析
列管式换热器管子-连接通常采用胀管方法或焊接方法,有的设备只采取用机械胀管或液压胀管方法。
机械胀管方法易使胀接不匀,一旦管子-管板连接失效,再用胀管来修复就十分困难。
液压胀管时,换热管不容吻产生“过胀”,也不会产生“窜动”,所以连接区内应力分布均匀。连接的可靠性较机械胀接要好。液压胀接对加工精度要求严格。对于密布的接头,要保证100%胀接成功,也有一定的困难,如果失效,再胀接修复也较为因难。
管子-管板焊接连接是高准备而可靠的工艺方法。焊接时焊缝不易出现裂纹、气孔及夹渣等缺陷,接头具有足够的强度、塑性和良好的密封性、耐蚀性,通常出现失效几率很小。因此,焊接方法在管子-管板制造中得到广泛应用。
采用管子-笑容可掬以胀管工艺和焊接新工艺,使接头性能更加可靠。
3 结构设计改进
通常根椐材质、制造工艺及产品的技术条件,管子-管板连接选用不同的接头形式。常用的接头形式见图1
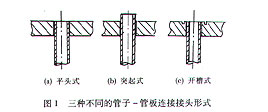
当管板比较薄时,多采用1a形式,连接焊缝呈环状;当管板较厚板时,采用1b形式,连接焊缝呈环形角焊缝;而对于厚板及导热较好的铝、铜及其合金管子-管板,则多采用1c形式。
本换热器管采用b形式接头。在满足产品技术条件前提下,选用了手工电弧焊方法。严格控制装配尺寸及焊角尺寸。
4 管子-管板接头焊接工艺
(1)管孔加工 根据CB151规定进行,确保管孔加工尺寸的公差与精度;
(2)折流板与管板组装 先将折流板与管板固在一起进行加工,再将它们拆开。管板进行一次扩孔、倒角,并可证全部管孔的同心度。
(3)管子检验 20钢管需经退火处理。管子两端面磨平除锈,去除氧化层。所有管子长度保持一致。
(4)穿管装配 将管子穿入管板的管孔中,管子高出管板5~6mm。
(5)机械胀管 使管子-管板达到初步连接。
(6)焊接 先用J506焊条,焊接工艺参数见表1。
焊接时要选择合理的焊接顺序。首先从管板中心管子-管板接头施焊,逐步向管板外缘,直至边缘接头。两焊工同进进行对称位置施焊。焊完管板半圆上的接头,稍停0.5~1h,待工件冷却至室瘟,再焊余下半圆上的接头。整个管板接头焊完第一层后,再施焊第二层焊缝,焊接顺序与第一层相同。

(7)接头检验 管子-管板接头焊缝经过宏观检验和水压试验,无焊接缺陷、不渗漏,检验结果合格。
5 结 果
实践证明,改进措施可行,使用效果良好,产品寿命提高三倍以上,生产的多台换热器运行下常,管子-管板接头稳定可靠,保证了换热器的生产能力,并为今衙生产同类产品积累了经验。
摘自《焊接》 | 