|
(1)焊丝和焊剂 气焊所用的焊丝是没有药皮的金属丝;其成分与工件基本相同,原则上要求焊缝与工件达到相等的强度。 焊接合金钢、铸铁和有色金属时,熔池中容易产生高熔点的稳定氧化物,如 Cr2O3、SiO2和Al2O3等,使焊缝中夹渣。故在焊接时,使用适当的焊剂,可与这类氧化物结成低熔点的熔渣,以利浮出熔池。因为金属氧化物多呈碱性,所以一般都用酸性焊剂,如硼砂、硼酸等。焊铸铁时,往往有较多的SiO2出现,因此通常又会采用碱性焊剂,如碳酸钠和碳酸钾等。使用时,通常用焊丝蘸在端部送入熔池。 焊接低碳钢时,只要接头表面干净,不必使用焊剂。 (2)焊接规范 气焊的接头型式和焊接空间位置等工艺问题的考虑,与手工电弧焊基本相同。气焊的焊接规范则主要是确定焊丝的直径、焊嘴的大小以及焊嘴对工件的倾斜角度。 焊丝的直径是根据工件的厚度而定。焊接厚度为 3 mm以下的工件时,所用的焊丝直径与工件的厚度基本相同。焊接较厚的工件时,焊丝直径应小于工件厚度。焊丝直径一般不超过 6 mm。 焊炬端部的焊嘴是氧炔混合气体的喷口,如图4-18所示。每把焊炬备有一套口径不同的焊嘴,焊接厚的工件应选用较大口径的焊嘴。焊嘴的选择见表4-2。 表4-2 焊接钢材用的焊嘴 焊嘴号 | 1 | 2 | 3 | 4 | 5 | 工件厚度(mm) | <1.5 | 1-3 | 2-4 | 4-7 | 7-11 |
此外,焊接时焊嘴中心线与工件表面之间夹角(θ)的大小,将影响到火焰热量的集中程度。焊接厚件时,应采用较大的夹角,使火焰的热量集中,以获得较大的熔深。焊接薄件时则相反。夹角的选择见表4-3。 表4-3 焊嘴与工件的夹角 夹角(度) | 30 | 40 | 50 | 60 | 工件厚度(mm) | 1-3 | 3-5 | 5-7 | 7-10 |
2.气焊基本操作要领
(1)点火、调节火焰与灭火
点火时,先微开氧气阀门,再打开乙炔阀门,随后点燃火焰。这时的火焰是碳化焰。然后,逐渐开大氧气阀门,将碳化焰调整成中性焰。同时,按需要把火焰大小也调整合适。灭火时,应先关乙炔阀门,后关氧气阀门。
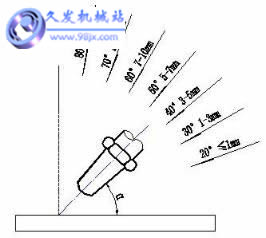 图 4-22 焊嘴倾角与焊件厚度的关系
(2)堆平焊波
气焊时,一般用左手拿焊丝,右手拿焊炬,两手的动作要协调,沿焊缝向左或向右焊接。焊嘴轴线的投影应与焊缝重合,同时要注意掌握好焊嘴与焊件的夹角α,如图4-22。焊件愈厚,α愈大。在焊接开始时,为了较快地加热焊件和迅速形成熔池,α应大些。正常焊接时,一般保持α在30°~50°范围内。当焊接结束时,α应适当减小,以便更好地填满熔池和避免焊穿。焊炬向前移动的速度应能保证焊件熔化并保持熔池具有一定的大小。焊件熔化形成熔池后,再将焊丝适量地点入熔池内熔化。
| 