|
手工钨极氩弧焊 在焊接时为保护焊缝不被空气影响,常采用气体和熔渣联合保护。当独使用外加气体来保护电弧及焊缝,并作为电弧介质的电弧焊,称为气体保护焊。 氩弧焊是采用氩气作为保护气体的一种气体保护焊方法。在氩弧焊应用中,根据所采用的电极类型可分为非熔化极氩弧焊和熔化极氩弧焊两大类。非熔化极氩弧焊又称为钨极氩弧焊,是一种常用的气体保护焊方法。 4.4.1 焊接过程 钨极氩弧焊又称钨极惰性气体保护焊,它是使用纯钨或活化钨电极,以惰性气体—氩气作为保护气体的气体保护焊方法,如图4-25所示。钨棒电极只起导电作用不熔化,通电后在钨极和工件间产生电弧。在焊接过程中可以填丝也可以不填丝。填丝时,焊丝应从钨极前方填加。钨极氩弧焊又可分为手工焊和自动焊两种,以手工钨极氩弧焊应用较为广泛。 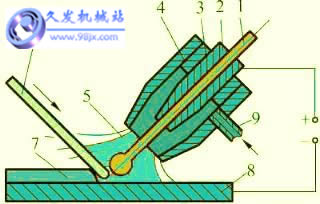 
图4-25 钨极氩弧焊 图4-26氩弧焊焊接设备
1-钨极;2-导电嘴;3-绝缘套;4-喷嘴;5-氩气流; 6-焊丝;7-焊缝;8-工件;9-进气管 4.4.2 钨极氩弧焊的特点 钨极氩弧焊的优点是:由于焊缝被保护得好,故焊缝金属纯度高、性能好;焊接时加热集中,所以焊件变形小;电弧稳定性好,在小电流(<10A)时电弧也能稳定燃烧。并且,焊接过程很容易实现机械化和自动化。 缺点是:氩气较贵,焊前对焊件的清理要求很严格。同时由于钨极的载流能力有限,焊缝熔深浅,只适合于焊接薄板(< 6mm)和超薄板。为了防止钨极的非正常烧损,避免焊缝产生夹钨的缺陷,不能采用常用的短路引弧法,必须采用特殊的非接触引弧方式。 氩弧焊主要被用来焊接不锈钢与其它合金钢,。同时还可以在无焊药的情况下焊接铝、铝合金、镁合金及薄壁制件。 | 