|
3 适用于多种工件的同一淬火介质 前面的讨论已说明,任何一种特定的工件都有自己淬火冷却的最低和最高冷速分布曲线划定的第II冷速分布区。当要在同一种淬火液中淬多种不同的工件时,又如何选择它们共同适用的一种淬火介质呢?显然,要能选出一种这样的淬火介质的先决条件,是这些工件淬火冷却的第II区的"交",即共同适用的第II区存在并且是连贯的。图10是由两种工件的第II冷速区确定它们共同适用的第II冷速区的示意图。无疑,它们共同的第II区必然小于(等于)诸工件中最小的一个第II区。 由于共同的第II区最狭小,生产现场选出共同适用的淬火介质就不容易。 
事实上,由于可用的淬火介质就那么两三种,加上又没有做合理的选择,不少工件的淬火质量并不高,尤其是截面硬度分布往往达不到要求。 那么,如何选择多种工件共同适用的同一种淬火介质呢?利用本文前面谈到的道理,下面将分别对淬火油和水性淬火剂加以研究,并提出它们各自适用的选择原则。 3.1 淬火用油的选择原则 淬火用油几乎都是有较高闪点的矿物油,这些油的比热约为自来水的1/2,导热率约为自来水的1/4,对流开始温度高,加上粘度远比水高,使淬火用油的冷却速度,尤其是低温阶段的冷却速度远比水低。 由于这样的原因,绝大多数工件在油中淬火(包括各种快速油中)没有淬裂危险,而通常担心的是油的冷却速度较低,使较厚大的工件或淬透性稍低的钢种达不到要求的淬火硬度和淬硬深度,并因此发生较 大的变形。 为此,选用淬火用油时,往往只从各种工件的最低冷却速度分布曲线去加以考虑。 图11是几种工件要求的最低冷却速度分布。显然,只有当选定的淬火油的冷却速度分布曲线能从右边将这几种工件的最低温度冷却速度曲线包围着,这几种工件在其中淬火才能全部获得淬火冷却的三效果。 可以推知,一般说来,所选的油的蒸气膜阶段越短,对流开始温度越低,且最高冷速越大,这样的油的冷却速度曲线可能从右边包围的最低冷却速度分布曲线就越多,即适用的工件(钢种)越多。这就是适于多种工件的淬火油的选择原则。 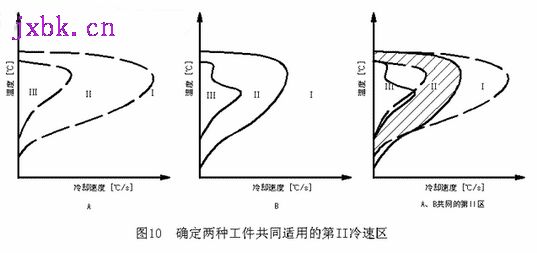
3.2 水溶性淬火液的选择原则 在水(及水溶液)中淬火的主要危险是淬裂,而降低水性淬火液的"300℃冷速"则可以减小这种危险。水性淬火剂(液)的"300℃冷速"越低,防止淬裂的能力就越强,因而适用的钢种和工件就越多[5]。如果将多种工件的最高冷速分布曲线画在一起,同样可以画出它们共同的第II区的右边界线,得到的也是这样的结论。 当水或水溶液液温过高时,比如通常超过60℃后,淬火冷却的蒸气膜阶段显著增长,蒸气膜相当稳定,这时用于工件淬火,冷却速度曲线容易从上方进入其第Ⅲ冷速区,从而引起淬火硬度不足和大的变形。所以,使用水性淬火液应当控制好液温,一般以平均液温不超过60℃为宜。 当淬火液的品种确定后,生产中还可以通过调节淬火液浓度、液温和与工件的相对流速来改变工件淬火时的冷却速度分布,以适应生产的需要。这方面的规律和方法可参考其它有关资料。 由上述分析可知,普通机油(如32号机油)冷却能力并不高,却可适于某些类工件淬火;普通自来水冷却很快,却仍可适于另外某些类工件淬火。由于在普通机油与自来水的冷却速度分布曲线之间有很宽广的空白地带,只配备普通机油和自来水是不够的。那么,一般机械厂的热处理车间应当配备哪几种淬火液,才能满足大多数工件的淬火需要呢?根据前面的分析讨论,建议为普通热处理车间配备以下四种淬火液(槽): 
1.将普通机油换成一种快速淬火油,其冷却特性应为:淬火冷却的蒸气膜阶段短,对流开始温度低,且最高冷速大。
2.一种性能稳定、可操作性强的水溶性淬火液,其30℃液温,不搅动情况下的300℃冷速在20~30℃/s之间。
3.一种性能稳定、可操作性强的水溶性淬火液,其30℃液温,不搅动情况下的300℃冷速在50~70℃/s之间。
4.自来水
如果所处理的工件种类不太多,也可以用一种300℃冷速在30~50℃/s之间的水溶性淬火液代替2、3两种淬火液,即共配制三种淬火液(槽)。 4 结论──从冷却速度选择淬火介质的原则 通过本文的分析可以说明: 1.为什么同一种工件可以在多种不同冷却特性的淬火介质中淬火而都达到该工件的热处理要求。 2.为什么多种不同的工件可以在同一种淬火介质中淬火而都达到各自的热处理要求。 3.特定工件选择淬火介质应同时从五方面加以考虑:一看钢的碳含量多少,二看钢的淬透性高低,三看工件的有效厚度,四看工件的形状复杂程度,五看允许的变形大小。 4.对淬火用油,从冷却速度分布上看,它的蒸气膜阶段越短,对流开始温度越低,最高冷速越大,则该种油适用的钢种和工件就越多。 5.对水性淬火液,从冷却速度分布曲线上看,它的300℃冷却速度越低,则它适用的钢种和工件就越多。 | 