| 可控气氛热处理种类及特点 |
|
| 日期:2007-5-30 8:57:00 人气:85 [大 中 小] |
|
|
|
1.N2-CH3OH氮基气氛
N2-CH3OH是最具代表性的氮基气氛,可广泛地应用于保护加热和气体渗碳工艺。热力学上,当温度超过700℃进,甲醇按下式进行:
CH3OH-→CO 2H2
实际应用时,可根据具体的工艺要求,通过改变N2/CH3OH的比例来调整气氛的基本组成。
当按照40/6O的氢气/甲醇裂解气配制气氛时,炉气的基本组成分40/40/20(N2/H2/CO)型,因其与吸热式气氛的基本组成相似,也被称为合成吸热式气氛(Endomix)。其碳势控制方法、渗碳均匀性、参碳速度等方面与吸热式气氛相似。
用于制备氮基气氛的氮气纯度除某些特殊工艺要求高纯度外,N2-CH3OH型氮基气氛用于渗碳载气时,95%~99.5(体积分数)的氮气在相同的渗碳时间内,表面碳含量、渗层深度以及内氧化程度与高纯氮的效果是相似的。但在较低的工作温度时,随N2纯度的降低,气氛的恢复时间延长;并由于工作区内较高的甲烷含量,导致产生炭黑的趋势增加,尤其是在气氛流量较大的情况下。另一方面采用较底纯度的氮气时,富化气需要量增加。据报道,在密封箱式炉中渗碳时,当碳势为1%时,采用纯氮气情况下,天然气需要量在标准状态下为0.4m3/h;而采用纯度为95.5%的氮气时,则需要lm3/h的天然气。此外,从安全方面考虑,密封箱式多用炉采用前室和预冷室冲氮时,氮气中氧的体积分数应小于1%。鉴于上述因素,目前生产上采用的氮气纯度多在99.5%以上。
1.空气分离制氮技术
近20年来空气分离制氮技术取得了十分明显前进步。传统的空分制氮法是利用液氮和液氧具有不同蒸发温度的特点,采用将空气深冷液化,然后再分离的方式获得纯度很高的液氮。
变压吸附制氮(PSA)法是空分制氮技术的一大进步,其优点是设备大为减化,能耗明显减少,生产成本明显降低。我国经近十多年的努力,PSA制氮技术水平有了明显提高,但分子筛制造技术有待于进一步研究,以提高其性能和寿命。
80年代由美国Dow Chemical Co.开发的膜分离制氮技术问世并获得应用。膜分离系统由几个分离的单元组成,每个单元装填有许多比人的头发还细的聚烯烃空心纤维,其分离原理是利用氧气和氮气不同的渗透性,典型的氮气纯度为95%~99.5%。膜分离技术的优点是能耗低、投资少、结构简单,并可对现有系统增加额外的单元以满足扩大生产的需求。
2.甲醇分解的研究
从热力学角度,在700℃以上,甲醇将全部分解成H2和CO,但实际情况是900℃以下,甲醇裂解气仍是非平衡气氛。当采用简单的往炉内直接滴入液态甲醇时,一旦滴入器结构或滴入位置不当,极易产生不均匀裂解,导致炭黑产生。尤其是在甲醇需求量较大时和炉内温度降低时,甚至连及时气化的程度都难以实现,根本无法保证N2和CH3OH的充分混合和气氛的精确控制。
国外在密封箱式多用炉上多采用专利结构的喷射器以保证均匀稳定的液体流量,并有利于甲醇的分解。喷射器的安装位置及伸入炉内的深度非常重要,理想的位置是置于靠近炉顶风扇处、伸入50~100mm。
先将甲醇低温蒸发,然后和N2按比例混合,在保持蒸气温度前提下通入火炉内是LINDBERG公司开发的称为“SATURATORS”的氮基气氛供给系统。该系统如图1所示,在蒸发器内甲醇温度给定时,氮气与甲醇蒸气的比例是一定的,而与通入蒸发器内的氮气流量以及流速无关。当蒸发器温度控制在39℃时,N2与甲醇裂解气的比例为40/60型,炉内气氛基本组成(体积分数)为CO20%、H240%、N240%。蒸发器内温度越高,炉内气氛中CO和H2的含量越高。
3.氮基气氛快速渗碳
渗碳气氛的碳传递系数与气氛中的pCO和ph2。的乘积成正比,根据这一原理,美国空气和化学公司提出了氮基气氛快速渗碳法。即在强渗期采用几乎100%的甲醇作载气,当工件表面合碳量达到气氛碳势设定值时,载气换以40/60型的N2-CH3OH气氛。据介绍,采用快速渗碳法时,渗碳周期可缩短lh,节约能源17%。

2.直生式气氛
在开发载气技术和引入碳势控制技术之前,将燃料气和空气直接通入工作炉内进行渗碳还仍是一种主要的气体渗碳方法,只是没有控制,仅凭经验进行生产。直到80年代初,Gohring等人对直生式气氛重新进行了试验研究。结果表明,尽管直生式气氛的组成远不能达到热力学平衡,尽管气氛中含有较高的甲烷(CH4),但这种非平衡气氛仍然是可以控制的。在碳传递过程中,起主导作用的仍是CO的分解,即
CO-→COad-→[C] Oad
碳活度仍可表示为:

此后,此项技术在许多国家引起重视,并进行试验研究。到目前为止,该项技术已开始应用工业生产,并逐渐显示出其节能、高效等优势。
1. 直生武气氛特性
(1)燃料种类 工业上应用的燃料包括气体和液体,典型的有以下几种:
①天然气;②丙烷;③丙酮;④异丙醇。
(2)气体成分 直生式气氛的组成与燃料种类、燃料与空气的比例以及炉内温度等有关。
表1分别为 950℃、1.15%碳势和850℃、0.90%碳势时的气氛组成。
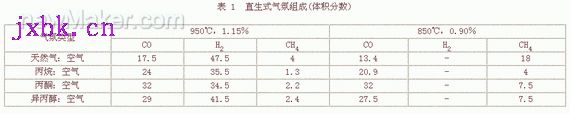
直式生气氛中含有较高的CH4,气氛组成尤其是CH4含量受温度影响较大。天然气/空气类型的直生式气氛由于过高的CH4含量,在850℃以下已无法获得实际应用。
(3)碳传递系数950℃不同类型气氛中CO和H2含量以及碳传递系数()如表2所示。
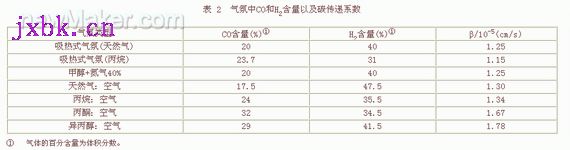
直生式气氛比其他气氛类型具有较高的碳传送系数,这意味着在相同碳势气氛条件下,直生式气氛可以使工件表面获得较高的碳浓度,并使表层获得较高的碳浓度梯度,从而使渗碳速度增加,渗层深度提高。在连续或推杆炉气体渗碳的情况下,当推料周期为15min时,采用吸热式气氛渗碳,工件的有效层深为1.09mm。而采用天然气/空气型直生式气氛渗碳时,工件的有效层深可达到1.17mm,提高 7.3%;当要求有效层深相同时,采用直生式气氛渗碳的推料周期可减少为14min,每年可节省时间约400h。
(4)碳可用量 直生式气氛比传统的吸热式气氛具有更高的碳可用量,其主要原因是直生式气氛中含有较高的CH4。高的碳可用量保证了渗碳均匀性,尤其是对零件形状比较复杂和工件装载密度较大、气氛的循环状况较差的情况下,碳的可用量是渗碳均匀性的决定因素。试验证明,在密封箱式多用炉采用直生式气氛渗碳时,同炉次渗碳深度最大差距约为0.12mm左右。
高的CH4和高的碳可用量有助于气氛的迅速恢复和碳势的迅速调整。一台装炉量为1t的密封箱式多用炉采用直生式气氛时,重新开炉的稳定时间不超过1.5h,而采用吸热式气氛时,通常需要3h以上。
2.直生式气氛的碳势控制
试验证实,天然气/空气、丙酮/空气和异丙醇/空气在850~1000℃范围内均具有较好的可控制性。丙烷/空气型气氛在较低温度范围(800~880℃)具有较好的可控制性,但在常规温度渗碳下有产生炭黑的趋势。
直生式气氛碳势控制系统如图1所示,采用O2-CO-t三参数微机碳势控制。
通常采用调节空气流量比调节燃料流量具有更好的碳势控制效果,一方面是气氛成分变化对空气流量比较敏感;另一方面是调节燃料流量时,产生炭黑的危险较大。
控制直生式气氛碳势,需要采用特殊的氧探头,其结构如图2所示。由于直生式气氛含有较高的CH4,而常规氧探头中的电极材料(如铂电极)对CH4的分解具有较强的催化效应,从而导致过高的输出毫伏值。特殊探头采用了特殊的合金电极及补偿电极。
直生式气氛碳势控制用氧探头使用时应定时吹洗探头测量端析出的炭黑。
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
