| 高速机床主轴/刀具联结的设计 |
|
| 日期:2007-8-20 21:28:45 人气:64 [大 中 小] |
|
|
|
|
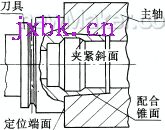
图 2 HSK刀柄与主轴联结结构
HSK也有缺点:它与现在的主轴端面结构和刀柄不兼容;制造精度要求较高,结构复杂,成本较高(刀柄的价格是普通标准7/24刀柄的1.5~2倍);锥度配合过盈量较小(是KM结构的1/5~1/2),极限转速比KM结构低。
2.改进型的设计
该类型的联结是以开发出比普通7/24锥联结具有较好精度、刚度和高速性能,同时又能与现存的主轴端部和刀柄兼容为出发点设计出来的。
锥面与端面同时接触定位的WSU-1:这种设计利用了“虚拟锥度”的概念,即以离散的点或线形成一个锥面,与主轴内锥孔面接触(见图3)。实现这些点线接触 的元件是弹性的,因此,当拉杆轴向拉力使刀柄与主轴端面定位接触时,只会使刀柄锥体的这些弹性元件变形,刀柄不变形。这种方法可使接触锥部获得较大的过盈量,而不需太大的拉力,也不会使主轴膨胀,对接触面的污染不敏感。
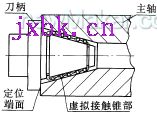
图 3 WSU-1刀柄与主轴联结结构
WSU-1要求的加工精度与7/24刀柄相同,刀柄的锥部仍采用7/24锥度,但它的直径比相同法兰尺寸的标准刀柄锥度直径要小,锥柄的外表面套有由金属或塑料保持架固定的相同直径的滚珠,由滚珠形成的虚拟锥的直径约比主轴内锥孔直径大5~10μm,在拉杆拉力作用下,滚珠发生弹性变形,刀柄在主轴锥孔内移动直到刀柄法兰与主轴端面接触为止。
滚珠的材料为金属、塑料或者玻璃,但其制造精度要求很高,球面精度和直径的制造精度都在1μm以下,严格的制造精度可以保证虚拟锥与主轴锥孔良好的配合。虚拟锥与主轴锥孔的接触变形包括滚珠与刀具锥柄、滚珠与主轴锥孔的赫兹变形以及滚珠本身的变形。
这种联结的主要优点有:实现了端面与锥面的同时接触定位,刚度和高速性能好,主轴不会膨胀,对轴承没有影响;接触区变形大,虚拟锥部与主轴锥孔没有间隙,因此刀杆跳动小;拉杆产生的轴向力在接触锥部损失小,因此施加在刀轴接触端面的压力大,接触面摩擦力增大,在某种程度上可用来传递转矩,替代传动键的作用,可取消键,具有良好的动平衡性能。在拉杆拉力25kN作用下,如接触面摩擦系数为0.35,则50号锥联结可传递的转矩高达360N。m,大于常规铣削所需的转矩,可取消传动键。
其主要的缺点是:滚珠的加工精度要求很高,否则所形成的虚拟锥与主轴锥孔难以形成良好的配合。滚珠与锥面接触会产生永久变形,出现压痕,对重复定位精度会有影响。为了获得良好效果,要求的拉杆拉力较大,建议的拉杆拉力为20~30kN。
Kemet公司的ABSC结构:该结构实现了主轴与刀柄的端面定位,具有很高的轴向联结刚度,主轴的转速对联结的影响很小。它在结构上仍然采用了7/24的锥度,允许使用标准的7/24刀柄,不同的是,这种结构的专用刀柄中设计有一个内装式的增力器,使用普通的10~15kN拉杆即可产生较大的轴向拉力,实现刀柄与主轴的端面接触定位。它的缺点是刀柄的结构复杂,成本较高,而且会使主轴端部膨胀,影响主轴前轴承工作。
改进锥配合的WSU-2结构:对标准的7/24锥配合分析可知,它的主要缺点是配合区特别是配合的后段会出现间隙,引起刚度下降,磨损加剧和跳动等问题,因此只要消除配合后段间隙,这些问题即可解决。WSU-2就是基于这种考虑,在标准锥柄基础上设计出的一种方案。如图4所示,刀柄的结构完全与7/24标准锥柄相同,只是在尾部加工有同轴凹槽,凹槽内安装有一列或几列同直径滚珠,滚珠形成的外包络直径约大于刀柄与主轴锥孔配合时可能的间隙直径,滚珠由保持架固定。刀柄与主轴锥孔配合时,滚珠及其接触区变形,消除配合后段可能出现的间隙,解决了标准锥度联结出现的静态问题。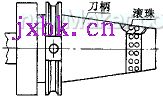
图 4 WSU-2刀柄设计方案
这种方案较好地解决了标准联结的静态问题,对标准7/24锥联结结构改动小,但同轴凹槽的加工精度要求较高,高速时标准7/24锥联结出现的问题仍然存在,因此不适合高速主轴与刀具的联结。
四、结论
从以上对现行的标准刀/轴联结和各种改进方案分析可知,刀/轴联结存在的主要问题是联结刚度、精度、动平衡性能、结构的复杂性和制造成本等,为解决这些问题,主要有以下四种方法:(1)对现有结构进行改进,消除联结时联结面间隙,改善标准联结的静态性能;(2)严格规定配合公差,并增大轴向拉力,在不改变标准结构的前提下,实现锥-面同时接触定位;(3)改用小锥度,并采用空心短锥柄结构,实现锥-面同时接触定位;(4)增大配合预过盈量,同时采取措施防止主轴膨胀,改善标准锥柄的高速性能。这四种方法各有优缺点,实际中可根据需要选用不同方法。
而要使刀/轴联结具有良好的高速性能,最佳途径仍是将标准的仅靠锥面联结定位改为锥面与端面同时接触定位,这显然是一种过定位方案。缓解其中的过定位问题,德国HSK结构和美国的KM、WSU-1结构值得借鉴。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
