| 发动机气门座加工刀具 |
|
| 日期:2007-8-18 22:37:59 人气:49 [大 中 小] |
|
|
|
由于气门座材料的特殊性,刀具磨损快,消耗量大,生产成本较高。如果能降低该部位的加工成本对于控制发动机的加工成本具有一定的意义。 一、刀具- 设计要点
- 设计本刀具的基本想法是,结构要简单,以降低刀具的制作成本;可以增加刀具的重磨次数,提高刀具的总寿命,以实现降低刀具的消耗费用。本刀具通过两方面来实现这一目标。
- 加工气门座采用成形加工,简化刀体结构,降低刀具的制作难度,提高加工效率。
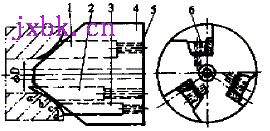
1.刀片 2.刀片 3.刀片 4.刀体 5.调节螺钉 6.压块
图1 刀具结构 |
- 刀片设计成长条形,可使刀具的重磨次数多。
- 刀具结构
- 刀具的结构见图1。3个长条形刀片1、2、3分别由压块固定在刀体上,刀片的轴向尺寸通过调节螺钉进行调整。刀片的径向尺寸不用调整。因此本刀具的预调很简单。内孔fD可以用于安装气门导管铰刀以实现气门座和气门导管同时加工。
- 刀片
- 刀片的形状和尺寸
- 如图2所示,3个刀片的宽度尺寸L必须分别大于气门座3个锥面尺寸ab,bc和cd,以便实现成形加工。3个刀片除角度q外,其他尺寸相同。
- 刀片材料

图2 CBN刀片 |
- 由于本刀具采用成形加工,刀片必须有足够的耐磨性,以保证气门座的加工精度,防止气门座漏气。刀片材料最好采用CBN。
二、加工工艺- 加工工序
- 采用CBN刀片时,进气门和排气门各用一把刀具在一道工序上就可以实现一次加工成形,并达到精度要求。不需要在多道工序上进行粗加工和精加工。
- 切削参数
- 由于采用一次加工成形,所以对切削参数有一定的要求。切削速度太低,达不到精度要求,尤其会出现气门座漏气;切削速度太高,刀具磨损过快。实践证明,当气门座的材料硬度在280HB左右时,切削速度在200m/min左右为宜。
三、刀片的重磨- 重磨刀片的经济性
- 一般,一个刀片可以重磨30次以上,与采用三角形可转位不重磨刀片相比,把重磨费用计算在内,费用可节省70%以上。
- 刀片重磨时的注意事项
- 刃口直线度必须控制在0.01/100以内。直线度达不到要求将会造成气门座漏气。
- 采用粒度为600#的金刚石砂轮。该粒度的砂轮易于满足刀片直线度和粗糙度的要求。
- 采用磨削液,以防刀具的耐用度降低。
- 工具磨床有足够的刚性。国产工具磨床能满足要求。
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
