| 用于斜向铣削的新结构立铣刀 |
|
| 日期:2007-8-18 22:37:47 人气:32 [大 中 小] |
|
|
|
|
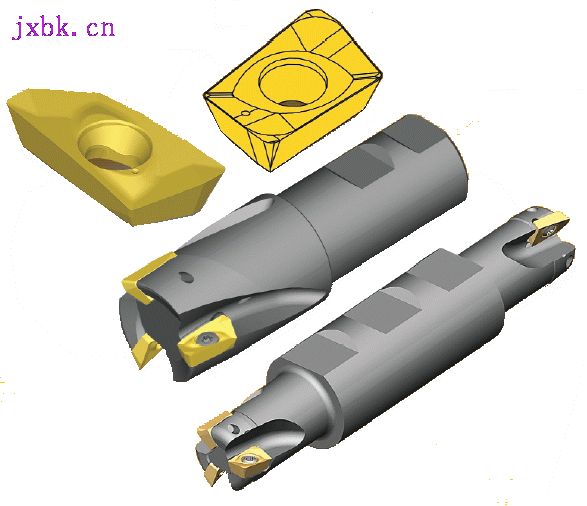
目前,许多模具制造车间能在配置有先进CNC系统的现代机床上,使用较小直径立铣刀高精度、高效率地铣削零件的大孔和型腔,其中采用最初为高效铣削不锈钢而开发的斜向铣削新工艺起到了很关键性的作用,而且在生产实践中,得以迅速发展。采用这一很具特色的新工艺,可以选用一次或几次斜向进给加工,对有较深的型腔零件,例如模具型腔进行重复铣削,直至将型腔加工成型 。也可以根据加工材料,选定合适螺距等有关参数,在大孔内使刀具沿着螺旋等复杂的轨迹运动,直至将孔加工至要求尺寸。 采用斜向铣削新工艺加工,往往受到刀具的限制。只有真正理解斜向铣削新工艺的真正内含,在现有立铣刀结构基础上进行改进设计,才能较好地满足使用要求。 Kennametal公司(宾夕法尼州的Latrobe)铣削产品经理Brian Hoefler先生向用户详细介绍了他们为适应斜向铣削加工需要,设计的新型Mill 1机夹式立铣刀的结构特点。 最基本的改进设计是考虑在刀片上磨出较大后角,他说。较大后角能使立铣刀实行较大角度的斜向切削,以便能较快速度地加工至模具型腔底部,很快完成切削加工,极大地减少加工时间,提高生产效率。 另一个考虑是零件的加工质量。当立铣刀从孔和模具型腔中切削金属,往往因在孔或型腔内壁留下很多金属而使表面粗糙度很差,一般还需进行后工序加工。如果能在一次加工中获得好的内孔和型腔内壁的表面粗糙度,那么额外的后工序加工即可避免。 据大量的切削试验证明,保持刀片各种切削刃(轴向和径向切削刃)与刀具中心有高的相对位置精度,例如,好的垂直度、平行度等,即能保证加工后的内孔和型腔表面达到很好的表面粗糙度。否则,既使能获得较好的粗糙度表面,也会在多次走刀加工后留下较深的接刀痕迹。 新设计的Mill 1机夹式立铣刀所具有的两个特点能解决以上问题。一是设计出可调整一个角度的紧固螺钉,使刀片在螺钉的最大拉力作用下,牢靠地锁紧在一个已经精密加工好的定位槽中,其主要目的是保证刀片始终保持有很高的相对位置精度。 另一个特点是,将刀片的侧刃设计成一个较普通切削刃较宽的圆弧形切削刃。据称使用这样的切削刃可比窄的平面切削刃改善加工后的零件表面粗糙度,它只会在零件表面留下肉眼看不见的,测量不出的刀纹痕迹,Hoefler先生说。 可调整紧固螺钉还具有能减少加工时间的优点,因为它可使切削速度大大提高。这是因为可调整紧固螺钉能取消在高速切削中作用在紧固螺钉上的剪切力(不可调整紧固螺钉只能减小紧固螺钉的剪切力),而只受很大拉力作用,为高速下的安全切削提供了可靠的保证。据比较性试验证明,它可比使用普通机夹式立铣刀提高30%的切削速度,Hoefler先生说。 采取在刀片上磨出较大后角、使用较宽稍带圆弧切削刃和使用可调角度紧固螺钉夹紧刀片等技术措施,能使立铣刀进行高效率的斜向切削。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|