| 刀盘倾角对铣削螺纹牙型误差的影响 |
|
| 日期:2007-8-18 22:37:40 人气:46 [大 中 小] |
|
|
|
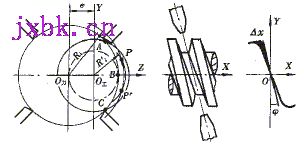
图1 铣削加工螺旋面示意图 |
阿基米德螺旋面的加工方法很多,效率最高的是铣削加工。图1所示为铣削螺旋面示意图,角f为铣刀刀盘倾角。由于存在原理误差(此原理误差是由于刀盘倾角为一定值而被切螺旋面在不同半径处的螺旋角不同所致),使所切削螺纹的牙型与理论牙型不一致,影响其工作精度和使用寿命,所以螺旋面的铣削一直是粗加工。为了进一步提高铣削螺旋面的精度,研究铣削螺旋面时铣刀盘的倾角及铣刀刀具廓形对螺纹牙形角的影响十分必要。 一、过切量的计算图1中O刀为铣刀盘的回转中心,O工为被切螺纹的回转中心。工作时,工件的转动(包括刀盘移动)速度与刀具的转速相比可忽略不计。 由螺纹铣削加工原理知,除被切工件的内径外,刀刃上任一点对工件螺旋面都将产生相应的过切量Dx。当工件的螺旋升角f一定时,刀尖的回转半径越小,ABC弧所夹的角度就越大,如图1所示,所对应的过切量Dx就越大。为计算方便,先从B点到C点计算刀具对被切螺旋面的过切量,然后再计算B点到C点刀具对被切螺旋面的过切量。取这两段弧中对应半径处过切量的较大者即可。 假设刀具的前角g=0°,当刀具位于B点时,刀具的前刀面恰好在被切螺旋面的轴截面内,即刀具在此位置切出理想的阿基米德牙型。设Ri为刀刃上任一点到回转轴线O刀的半径,R'i为到刀刃上任一点所切工件上的点到回转轴线)工的半径(如图1所示)。因为Ri>R'i,而且对于任意Ri的刀刃上的点所切过的圆弧,都会有工件上半径为R'i的圆弧上的两个点P和P'与之相交。所以只要比较这两个点相对其理论廓形的过切量即可。 按照上述方法,在刀刃上从刀尖开始,取一系列点并对各点均重复上述计算比较过程。设d0为工件的内径;d2为工件的外径;e为刀具回转轴线与工件回转轴线间的距离。计算时Ri的变化范围为(d0/2+e,d2/2+e),R'i的变化范围为(Ri-e,d2/2)。 由于被切螺旋面上各点的过切量是工件转角q的函数,由笔者的《旋风铣削螺纹过切量的计算》可知q角的变化规律为 q=arc sin {[Ri2-(R'i2-e2)cos2f]/(2eR'icos2f)}根据q角的变化规律计算不同牙高处过切量Dx。 二、不同牙高处过切量Dx的计算由吴序堂所著《齿轮啮合原理》可知理想螺旋面上任意点的方程式为 x=Sf(2p+rtanax) 即 x=Sf(2p+R'itanax) | 式中 | S——被切工件的螺旋线导程
r——工件螺旋面上任一点到工件轴线的距离
ax——被切工件的牙型半角 |
当工件上某点从Y轴上开始转过90°时,即转到图1所示的B点时有: xB=Sfp/2/(2Sp)+(Ri-e)tanax 由文献笔者的《旋风铣削螺纹过切量的计算》可知xi=R'icosqtanf 所以,刀具从开始切入工件到刀具处于O刀和O工所在的平面内(即相当于图1中的AB弧)时,在工件轴线方向上所切掉的距离为:x'i=xB-xi 将此式与理想的螺旋面相比较,即可得出刀刃上半径为Ri的点对工件的过切量为: Dxi=Dx'i-x 在刀刃所在的范围内逐点改变刀刃上的不同点,即可求得刀刃上各点对工件的过切量。计算可通过向程序(原程序略)输入原始数据,经计算即可输出计算结果,经过优化计算同时输出使过切量为最小的铣刀盘倾角,即最佳铣刀盘倾角f最佳。
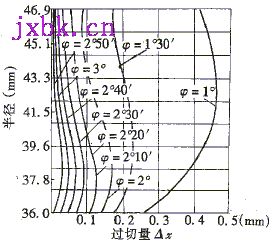
图2 螺纹刀盘倾角对过切量的影响 |
以某丝杠为例,将其参数d0=72mm,d2=79mm,d2=85mm,S=12mm,e=20mm输入程序,并将结果绘制成曲线图如图2所示。 三、结论 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
