| 具有安全系统攻丝夹头的研制 |
|
| 日期:2007-8-18 22:37:10 人气:38 [大 中 小] |
|
|
|
0 前言丝锥工作时,其受到的主要抗力为扭矩,且丝锥所受的切削力与其它刀具不同,它不受机床进给机构支配因而用于连接机床与丝锥的攻丝夹头在攻丝过程中起着至关重要的作用。
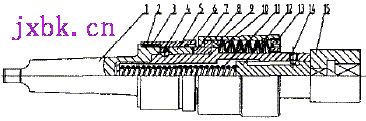
图1 老式攻丝夹头移体结构图 |
图1所示为通常所用老式攻丝夹头。它由夹头体件1,离合器件7,蝶形弹簧件10,顶尖件12,调整螺母件13、夹头座件15等零件组成。工作时,通过调整螺母使蝶形弹簧产生压力,锁紧离合器完成攻丝。由于此种攻丝夹头传动系统简单、配合精度低、无安全系统,所以只能用在一般钻床和普通设备上,且不能保证攻丝时丝锥不断裂;通过调整螺母松紧,控制产生压力的大小,但没有准确数据标记,因而当攻丝遇到料硬、攻丝受阻、丝锥打滑时,只能凭经验调整螺母,增大压力;当丝锥所受扭力大于蝶形弹簧产生的压力时,离合器间的啮合会产生松动而脱开,若夹头装在自动进给机床上,就会造成丝锥被顶断裂,影响产品质量。 现代制造业的发展,数控设备的广泛应用迫切要求国产具有安全系统攻丝夹头的研制,下面就从工作原理、制造难点等方面介绍一下对此种新M攻丝夹头的研制过程。
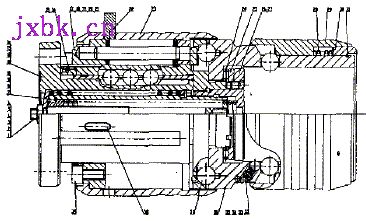
图2 新型具有安全系统攻丝夹头整体结构图 |
1 具有安全系统的攻丝夹头的工作原理图2所示为具有安全系统新型的攻丝夹头的批体结构图。此夹头由连接套筒件11、过渡套筒件16与刻度套筒件36连接,钢球件37定位两体组成。 工作原理:用2个f12定位销,4个M10螺钉通过联接套,把数控机床主轴与攻丝夹头连接在一起,这样首先保证了攻丝夹头与机床的连接精度;扳动外套筒件23,确定攻丝所需扭力矩,蝶形弹簧就会受力被压紧,由钢球定位,连动刻线套筒,进行攻丝。 新老攻丝夹头都是利用蝶形弹簧产生压力工作,老式夹头是靠离合器传动,新型夹头是靠钢球连动。离合器配合是齿形配合、定位不精、易磨损,由于只有一组蝶形弹簧受力不均匀,使用一定时间,就不能反映出蝶形弹簧真实受力,影响使用。新型夹头,钢球不易磨损,定位准确;每组36个,共6组等高的蝶形弹簧,保证均匀受力;刻度套筒上刻有200N·m~1400N·m的标记,根据丝锥扭力矩的大小,确定标记值,用顶丝件39锁紧,防止松动。 新型攻丝夹头增加了一个安全系统。攻丝中,当丝锥遇到硬料、挤屑而受阻,丝锥不工作,也就是丝锥的扭力大于蝶形弹簧的压力时,装有丝锥的刻度套筒与过渡套筒连接定位钢球就会沿着过渡套筒的腰形槽移动出刻度套简的定位半球形槽到平面上,这时机床主轴仍在旋转进给,没有安全保险系统的夹头就会把丝锥顶断;而新型具有安全系统的攻丝夹头可避免这种事故的发生。当钢球移动到平面以后,丝锥停止转动、打滑,安全系统就会起动,铜套筒上的18个定位钢珠,就会沿着过渡套筒和连接套筒的定位槽滑动,行程在25mm~50mm之间;由于机床在旋转,带动的连接套筒、过渡套筒这部分也在随着旋转,而刻度套筒部分,由于丝锥攻丝受阻而停止旋转,由于有25mm~50mm的安全行程操作者就会发现攻丝受阻,及时停止机床运转,避免事故发生。工作前扭动螺杆1调整安全行程,行程调得越大,安全系数就越高。 2 具有安全系统的攻丝夹头的制造难点及解决办法新型攻丝夹头设计复杂、零部件间的配合精度高、加工难度大。过渡套筒、连接套筒主要尺寸的公差0.03mm以内,形位公差0.01mm以内,表面粗糙度7级。通过6组(每组3个)f12钢球的滚动完成套筒问的配合,而这18个大钢球又是靠铜套筒上120个f2.5小钢珠的定位沿着连接套筒移动的,所以只有保证上述儿个关键件的精度及配合精度,才能保证攻丝夹头的精度。 - 过渡套筒件16的加工
- 过渡套筒材料GCr15硬度:HRC55~60,内孔上加工深74mm、R6的定位槽6个,两槽间尺寸:f68+0.05+0.02,8个14+0.05+0.02腰形槽的位置度公差冲0.01mm,加工难度大。
- 为保证以上尺寸及各轴的垂直度、等分和对称度,加工时不能采用常规方法,而是在数控铣床上留余量钻、铰内孔、车床车掉内孔余量,磨床精磨内孔检查合格后,热处理、钳工抛光R6槽。
- 蝶形弹簧件19的加工
- 蝶形弹簧高度:1.55±0.05mm,厚度:0.8mm,两侧有角度。由于此零件用量大,一套夹头用216件,且厚度小,热处理变形严重,废品率高。为此,加工中将1.55±0.05mm留0.03mm余量车削后磨准;车工加工角度时控制0.8mm;做两块角度样板保证角度一致;改制一套专用卡盘爪,保证装夹不变形;设计制造一套热处理专用夹具,防止零件变形。
- 铜套筒件13的加工
- 此件最大的加工难点:在壁厚2.5mm的本体上,装仁120个f3mm的钢珠,并要求钢珠自由滚动,在加工中配作专用闷头、采取特殊敛缝工艺来实现这一装配过程。
3 效果及合理使用新研制的攻丝夹头具有性能好、精度高、安全可靠的特点,可有效防止攻丝中丝锥的断裂。 新研制的攻丝夹头设计复杂、加工难度大、配合精度高、只有正确合理使用,才能发挥出它的先进性。 攻丝夹头的工作部分是靠钢珠定位、弹簧压紧、滑动配合实现,因而保持内部清洁、注油充分非常重要,若夹头内部进入污垢,不及时清理,钢珠不能转动,拉毛其它零件,就会造成安全保险系统失灵,夹头不能工作。 4 结束语目前,此新型具有安全系统的攻丝夹头,已应用于300MW汽轮机组汽缸中分面定位螺孔的加工中,并取得令人满意的效果。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
