| 农用汽车车架纵梁钻孔刀具的设计 |
|
| 日期:2007-8-16 19:54:44 人气:39 [大 中 小] |
|
|
|
|
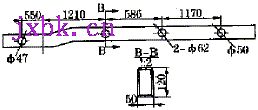
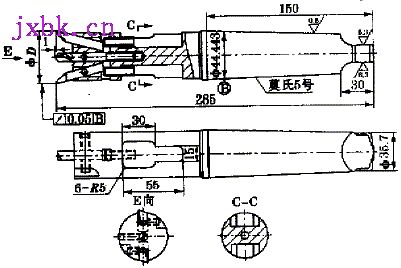
我厂采用一台可升降工作台多轴钻床钻削加工农用汽车车架纵梁上的四个通孔(2个f62mm孔,f50mm、f47mm孔各一个)。车架纵梁为120×50×3.5mm矩形管,材料牌号为10Ti,纵梁上孔的位置尺寸如图1所示。 开始采用标准麻花钻实施钻削加工,由于矩形管壁较薄,钻孔时振动大,效率低;后将钻头主切削刃刃磨为月牙圆弧形,使钻头头部形成三个尖点(见图2),主要由刃尖(主切削刃与副切削刃交点)附近部位参与切削,虽然钻孔效率较标准麻花钻有所提高,但由于切削刃较薄,容易发生崩刃现象,且钻头直径较大,刃磨难度大、时间长,影响钻孔加工效率。 为提高加工效率,对钻孔刀具进行了优化设计,改进后的刀具如图3所示。将刀具刃尖切削部分制成镗刀片型式,并装夹在刀杆中;将f8标准麻花钻安装在刀杆中心,在加工中起定心作用。刀片和钻头在刀杆中的位置可根据加工磨损情况通过沉头螺钉进行伸缩调整;如刀片和钻头磨损严重,则可从刀杆中取出进行刃磨,由于刀片和钻头尺寸较小,刃磨容易、方便;装刀时可利用专用对刀块保证刀具加工尺寸。刀片材料选用普通高速钢W18Cr4V;刀片安装后为外伸悬臂梁形式,根据抗弯、抗扭强度要求,刀片截面尺寸设计为8×8mm(计算过程略)。 生产实践表明,使用这种新型钻头加工车架纵梁效果极佳。用改进前的钻头加工一根车架纵梁(钻4个孔)的平均工时为6分钟,采用新型钻头则只需3分钟,加工效率提高一倍,且刀片无崩刃现象,钻孔时无振动、噪音小;钻孔质量也有所提高,孔壁表面粗糙度可达Ra6.3µm。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|