| BTA 深孔钻的合理使用 |
|
| 日期:2007-8-16 19:54:13 人气:32 [大 中 小] |
|
|
|
BTA 深孔钻是内排屑深孔钻的一种典型结构,它是在单刃内排屑深孔钻的基础上改进而成,其切削刃呈双面错齿状,切屑从双面切下,并经双面排屑孔进入钻杆排出孔外。BTA 深孔钻切削力分布均匀,分屑、断屑性能好,钻削平稳可靠,钻削出的深孔直线性好。 1 BTA 深孔钻的结构特点BTA 深孔钻具有以下结构特点: - 刀体上分布有外刃刀片、中刃刀片、内刃刀片、导向块和双面排屑孔,并通过刀体上的浅牙多头矩形螺纹与空心钻杆联接。
- 钻芯部分由内刀刃代替了麻花钻的横刃,从而克服了麻花钻横刃较长、轴向阻力较大的缺点;由于钻芯相对于钻孔轴心线偏移了一段距离,加工时钻芯处刀刃低于中心处刀刃,因此会形成一个导向芯柱(见图1),使钻头具有较好的导向性,钻孔时不易偏斜,该导向芯柱增长到一定长度后会自行折断并随切屑一起排出。
- 主刀刃采用非对称的分段、交错排列形式,可保证分屑可靠,并避免用整体硬质合金刀片磨削卷屑槽、分屑槽时易产生裂纹的情况。
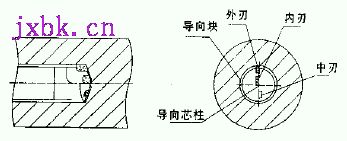
图1 BTA深孔钻钻孔时形成的导向芯柱 |
- 刀片材料可采用几种不同牌号的硬质合金,以适应各部分结构对耐磨性和强度的不同要求,如钻芯部分切削速度低、切削力大,在切屑挤压作用下易发生崩刃,可选用韧性较好的硬质合金刀片;钻头外缘部分则可选用耐磨性较好的硬质合金刀片。
2 BTA 深孔钻的加工原理图2 所示为BTA 深孔钻在普通车床上的工作情况。被加工工件由车床大拖板上的V形铁定位并用螺栓压板夹紧。钻孔加工时,钻杆由主轴内的专用夹头夹紧并在主轴带动下旋转,工件则由大拖板带动作进给运动。机床工作台上安装了进液器,并通过O形密封圈与工件左端面密封连接。加压切削液由进液器的进液口注入,经过钻杆外径与孔壁间的缝隙流入切削区,对刀具进行冷却,切屑随同切削液一起由钻杆内孔通过专用夹头的出液口从排液箱排出。切削液可采用浓度5%的乳化液;切削用量可选用V=60~90m/min,S=0.035~0.23 mm/r。由于钻杆细长,容易变形,因此在机床导轨上安装了活动中心支承,可对钻杆的任意位置进行支承。进液器与大拖板通过联接板联接,并随工件一起作进给运动。 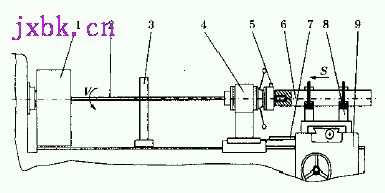 | 1.排液箱 2.钻杆 3.中心支承 4.进液器 5.进液口
6.工件 7. 联接板 8.V形铁 9.大拖板 | | 图2 BTA深孔钻在普通车床上的加工示意图 |
3 深孔加工要点由于深孔加工具有不同于普通孔加工的特点和不利因素,因此在使用BTA深孔钻加工时应注意以下几点: - 深孔加工无法直接观察刀具切削情况,因此加工时只能通过听声音、看切屑、观察机床负荷及切削液压力等方法来判断排屑及刀具磨损状况。
- 深孔加工散热困难,必须采用有效、可靠的切削热冷却方式。
- 深孔加工排屑困难,如发生切屑阻塞极易损坏刀具,因此必须合理选择切削用量,保证断屑可靠、排屑通畅。
- 深孔加工时孔易发生偏斜,因此在刀具及进液器结构设计时应考虑导向装置与措施。
- 深孔加工时钻杆长、刚性差、易振动,将直接影响加工精度及生产效率,因此合理选择切削用量十分重要。
在以上诸问题中,以排屑、导向和冷却最为重要。这几个问题解决好了,既可保证钻孔精度,又能延长刀具寿命、提高加工效率。因此,在深孔加工中可视具体加工要求采取以下工艺措施: - 钻孔前先预钻一个与钻头直径相同的浅孔,引钻时可起到导向定心作用。加工直线度要求较高的小孔时这一步骤尤其必要。
- 安装、调试机床时,尽可能保证工件孔中心轴线与钻杆中心轴线重合。
- 根据工件材质合理选用切削用量,以控制切屑卷曲程度,获得有利于排屑的C形切屑。加工高强度材质工件时,应适当降低切削速度V。进给量的大小对切屑的形成影响很大,在保证断屑的前提下,可采用较小进给量。
- 为保证排屑、冷却效果,切削液应保持适当的压力和流量。加工小直径深孔时可采用高压力、小流量;加工大直径深孔时可采用低压力、大流量。
- 开始钻削时,应首先打开切削液泵,然后起动车床,走刀切削;钻孔结束或发生故障时,应首先停止走刀,然后停车,最后关闭切削液泵。
4 深孔加工实例在材质为27SiMn、外径f100mm 的工件上钻削孔径f20±0.2mm、深度1500mm 的深孔,孔壁表面粗糙度要求Ra1.6µm。选用成都深孔加工中心生产的BTA深孔钻(f20)进行加工,刀片牌号YT798,钻杆材质45钢(调质处理,HB240~280);选取切削用量:V=60m/min,S=0.21mm/r;切削液选用5%乳化液,切削液压力2.5MPa/m²,液压泵流量80L/min。 加工注意事项: - 工件端面应与工件轴心线垂直,以保证端面密封可靠;
- 正式加工前在工件孔位上预钻一个f20mm 浅孔,引钻时可起导向定心作用;
- 为保证刀具加工寿命,最好采用自动进给走刀;
- 进液器、活动中心支承中的各导向套如有磨损,应及时更换,以免影响钻孔精度。
对BTA深孔钻的长期使用实践表明,工件材质对深孔钻削质量及加工效率影响较大,其中27SiMn 材料的可加工性最好,45钢材料次之;40Cr材料较难加工,不易形成C形切屑,容易造成钻杆堵塞、钻头损坏,因此加工40Cr材料时可预先进行调质处理(HB240~260),以降低加工难度。钻削加工时应注意观察刀具各刀刃后角的磨损情况,当后角磨损量超过0.3mm 时,应重新刃磨或更换新钻头,如继续使用,会导致切削力增大,造成钻杆堵塞,刀具损坏。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
