| 现实中高性能钻削的经济性 |
|
| 日期:2007-8-16 19:52:28 人气:64 [大 中 小] |
|
|
|
|
高性能硬质合金钻头有两大特点:
- 与高速钢或传统硬质合金钻相比,钻削质量高,速度快,寿命长
- 比高速钢或传统硬质合金钻头成本高得多。
那么,它是否拥有如此多的优点而值得人们为其投资呢?并非始终如此。而且并非始终可以通过分析短期成本而得出结论。评价高性能钻头的经济性涉及一系列各种各样的因素。
本文主要阐述这些因素。用一个简单而现实的钻削加工实例作为模型。尽管用于分析本工件的数字建立在近似和假设的基础上,因此无法直接应用到某特定车间或应用场合,但分析中所采用的逻辑却可以应用到大量钻削作业中。该分析表明,特定钻头的成本效益可以通过与钻头初始成本毫无关系的一些因素来确定。
工件
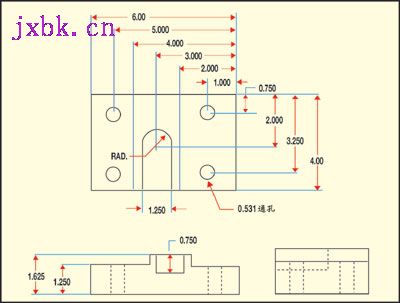
分析基于下图中简单的钻削作业。下面是其中涉及的一些细节:
- 工件材料是某种具有适当加工性能的钢,在单台加工中心上加工。
- 该零件的生产率为每小时15件,真实的净平均值。
- 工件需要钻4个孔,孔径0.531英寸,孔深1.250英寸。
为它们的顶尖具有创新的形状及几何特征,这也正是它们加工性能较好的部分原因。这些复杂的顶尖要求具备非常高的磨削精度。
下面的价格是一些典型的可以加工出高质量顶尖的已知资源。涂层也是一种必须包括的成本。
- 每天两班共16小时加工该工件,每周5天。
- 车间采用单位时间计价制,每小时60美元,包括机床成本、劳动力和杂项开支等。
基本的钻头性能
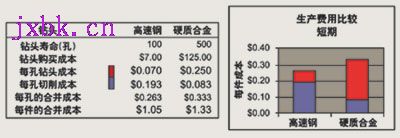
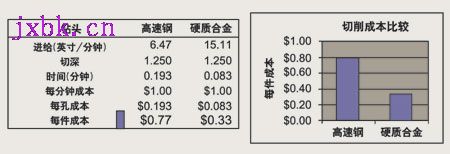
我们首先来看钻头性能的基本衡量因素 :切削速度。采用两把刀具进行比较 - 一把典型的高质量高速钢钻头,一把高性能硬质合金钻。所显示的速度和进给速度基于厂家的推荐,同时结合基本的常识和经验等。当然,硬质合金钻速度较高。如果将切削时间转换为成本,则会得出如下结果:
基本钻头成本
现在我们再加入一些其它的重要信息,诸如钻头的成本及期待的切削寿命等。
硬质合金的钻削速度比高速钢钻头的快2.5倍,寿命要长5倍,但它的价格要高近18倍。因此,加工一个孔的基本成本较高。但是在我们的计算中还有一个没有考虑的部分就是在其第一次寿命周期之后的成本和性能。
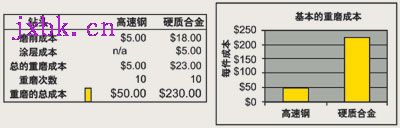
钻头维护
下面的表格显示的是钻头重磨的基本成本。假定在公司内部用成本不是很高昂的工具磨床重磨标准的高速麻花钻。假定车间的小时计价为60美元。平均磨刀时间假定为5分钟。无法用普通钻头磨床或磨削夹具磨硬质合金钻头。这是因为它们的顶尖具有创新的几何特征,这也正是它们加工性能较好的部分原因。这些复杂的顶尖要求具备非常高的磨削精度。
下面的价格是一些可以加工出高质量顶尖的已知资源。涂层也是一种必须包括的成本。
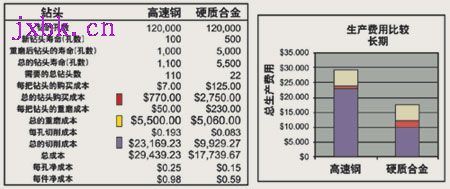
真实的生产费用
重磨成本数值假定每把钻头在无法继续使用之前磨10次。如果我们将购买钻头的成本与所有重磨成本结合起来,然后考虑两种刀具的长期总体性能,则我们可以对发生的真正成本获得一个比较精确的结论。
下面的表格考虑的是生产六个月(25星期)的情况。基于已经给出的假设,可以加工出120,000个孔。
库存成本
现在差异变得很明显。采用高性能硬质合金钻头及可以胜任的重磨设备可以将零件的钻削成本降低几乎40%。但是,分析还没有结束。
我们假定硬质合金钻头是进行外协重磨的,那么在等候重磨钻头返回这段时间里我们用什么钻头呢?答案自然是采用备用钻。备用钻的数量将依据重磨所需要的周转时间而定。
基于我们前面用的生产率、孔数以及钻头寿命,每个工作日将大致磨损两把钻头。意味着在等候重磨的过程中每天需要两把备用钻头。满足该需要的钻头数量有可能会非常高。如下面的表格所示,控制重磨的交货时间非常重要。
成本控制
充分掌控重磨作业同时降低其成本的一种方式是在公司内完成该作业。由于常规钻头重磨设备无法完成此作业,因此需要采用新的设备。可能需要的这种设备的一个实例如照片所示。CNC机床可能成本很高,但在某些情况下外协重磨可能成本更高。
我们一直采用的假设60美元计价包括机床费用、劳动力和杂项成本等。还假定每小时磨10把钻头。表格表明了在一把钻头10次重磨寿命中总体节省情况。
最后的分析
所提议的公司内部方案对每次重磨可以节省12美元,或者在每把钻头的寿命过程中节省120美元。如果将这些节省包括到长期运作成本比较中,则该工件的总钻削成本可以降低达15,099美元。与外协重磨相比,这样可以节省2,600美元以上,与采用高速钢钻头相比,可以节省14,000美元。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|