| 整体平衡对于切削刀具的影响 |
|
| 日期:2007-8-13 21:07:03 人气:34 [大 中 小] |
|
|
在高性能切削中,五种能提升切削刀具性能的方法已经显著改善了切削刀具的经济性。缩短刀具供货时间并提高其质量还能使用户获得更大的收益。
目前切削刀具除去其自身功能以外而被作为“合理化工具”的应用正不断提升其经济性。这得益于不断进行的多方面的刀具开发,而不是仅仅通过孤立的性能优化来实现。例如,仅通过延长刀具使用寿命——通常采用当今广泛沿用的肤浅评价标准——来降低加工成本的作用相对有限。
|
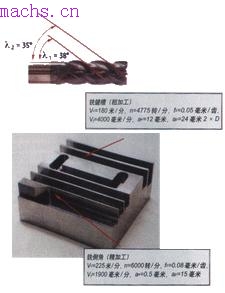
图1 具有不同螺旋线升角的铣刀较大轴向进给量情况下的低振动铣削:多功能带柄铣刀"DHC"能进行粗加工和精加工
|
|
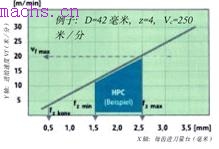
图2 HPC应用范围在很多实例中,HPC刀具的实际功率并得到未充分利用,这也是一个值得关注的潜在改进方向。
|
生产工程中的整体平衡对于切削刀具,尤其与HPC(高性能切削)相匹配的切削刀具,所产生的影响也不能仅仅归因于切削时间的急剧上升。其实HPC更多的是作为单个措施带来收益。只有在全面考察所有单个措施之后才能得出刀具的真实性能参数,而下面的每一个措施都能不断优化其性能:
- 将使用寿命提升1500%;
- 摆脱不稳定比例关系的影响,减小切削过程中的振动;
- 将每齿进给量提高500%;
- 将切削时间提高超过200%;
- 在粗加工中获得精加工的精度并提升刀具的多功能性。
如何利用大功率切削中的自由增长能量?
这五个性能优化措施的整体平衡能显著提高各技术优势带来的经济性。用户可以明显地感受到缩短供货时间和提高刀具质量所带来的收益。
技术飞跃的前提是需要解决下面的所有问题,这些都是由蓝帜(LMT,Leitz Metalworking Technology)在其进行全面技术革新项目的开始阶段所提出的:
如何降低刀具对加工过程中其他部分(机床、工件和夹具)产生的静态和动态力学方面的作用,从而降低这些作用力并同时利用大功率切削中潜在的能量?
解决这些问题的有说服力的方案的出发点是切削角“调整螺栓”、切削力分配和切削策略。LMT集团最新的硬质金属基材和涂层,以及现代化的装夹技术为通过最高科技水平来实现加工目的提供了必要的框架概念。
具有尽可能大切削前角和切削螺旋角的刀具几何形状
下文所述的五种显著提高HPC性能解决方案中的第一种以新的刀具几何形状为基础,即具有尽可能大的切削前角和切削螺旋角(以不影响切削稳定性为前提)。
LMT集团Kieninger公司开创了一种名为Lahr的全新方法,即采用由球面和螺旋形切削结构组成的硬质金属刀片WPR-AR(AP Application Roughing)。这种新式刀片与没有螺旋形切削结构的转盘刀片WPR-16-CF相比,能带来性能飞跃:刀具寿命提高了1680%。这个数值是经过使用直径16mm的带柄刀具按照以下条件对材料1.2344进行铣削而获得的:
切削速度Vc=326米/分,转速n=6500转/分,每齿进给量fz=0.2毫米,进给速度Vf=2500毫米/分,ap=3毫米,ae=4毫米。
刀具使用寿命因此由20米提高到了337米。
配备两把可转位刀片进行切削加工
HPC的第二种解决方案依靠引入低振动切削(LVC, low Vibration Cutting)来实现。这种创新切削策略的原理是分段完成端面切削和使用刀具上两把位置不同的可转位刀片来完成圆周切削。这样的“分段切削方式”能在相对较短的切削长度上产生相对较大的切屑,从而降低振动和切削力,并且能兼顾不稳定情况从而获得相当稳定的切削过程。
下面是切削工具的低振动实例:用一把63毫米直径的铣刀和六个可转位刀片加工52号钢工件,总悬臂长度为280毫米,切削条件如下:Vc=160米/分,n=1000转/分,fz=0.4毫米,Vf=1900毫米/分,ae=20毫米,ap=3毫米。这种可以节省切削力和提高切削质量的分段切削方法,正如LMT公司所使用的可转位刀片铣刀——黑色表面带润滑的“TwinCut Vario”刀具——取代了一体式的带柄刀具。在具有润滑的全硬金属带柄铣刀“DHC”(可变螺旋线铣刀,图1)的实例中,选择不同的螺旋线节距进行铣削会产生不同截面积的切屑。通过这种方式就可以有效抑制简谐振动(同步共振),从而提高刀具和整个加工过程的稳定性,最终获得最小粗糙度的切面。此外,使用高性能刀具还能给制造过程带来更薄的壁厚,正如在飞机制造中整体结构件所要求的那样。这种方法对于获得良好的表面质量、较大的测量和成型精度的经济性具有重要意义。
通过“扩展”的方式还能使刀具获得多样性功能,均适用于粗加工和精加工,并降低换刀费用并缩短生产周期。
下面是使用如图1的刀具进行粗加工和精加工的实例:
对材料1.2312进行铣削:
- 粗加工:铣键槽,ae=12毫米,
- ap=24毫米(2×D);
- 精加工:铣倒角,ae=0.5毫米,
- ap=15毫米;
更大的切削半径可以降低径向切削分力
第三种HPC方案是“MultiEdge Feed”系列中的大进给量铣刀。这种刀具按照HFC(大进给量切削)的原理进行工作;与转盘刀具相比,这种刀具以更高的进给速度、更小的轴向进给量而著称。这种方法通过采用相对较大的切削半径从而明显减小切削迎角和径向切削分力。
在加工工具钢时,通过这种方法可以将全硬金属铣刀“MultiEdge Feed”的每齿进刀量设定为1毫米(刀具直径12毫米)。同一系列的可转位刀片铣刀“MultiEdge Feed”甚至可以使刀具的每齿进刀量达到5毫米。这比装备转盘铣刀“RCKX”的每齿进刀量提高了500%。
尽管与使用转盘刀具相比,这种方法只能使轴向进给提高30%到50%,却能将工作时间提高约200%。所有大进给量的实际应用都与机床及其最大进给速度有关。
|

图3 十二级台阶状分段式刀刃可以很清楚地展示“MultiEdge 4X”可转位刀片的刀刃几何形状特性。
|
|
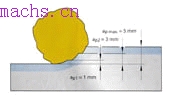
图4 带有断屑器的可转位刀片,使用断屑器可以得到不同横截面积的微小切屑。自激简谐振动能够得到减弱,切削力得到减小。
|
|

图5 使用MultiEdge 4X可转位刀片“XOKX”可以将刀具使用寿命延长30%,将工件表面加工质量提高50%。
| 图2展示了这种HPC方案的改进版:铣刀直径42毫米,齿数4,切削速度250米/分。如果采用20米/分的进给速度,那么就可获得最高2.5毫米的每齿进给量。尽管超过3.5毫米甚至5毫米的每齿进给量对刀具而言没什么问题,但是机床方面就不太可能满足这样的要求。
实际情况表明,在很多HPC刀具的应用实例中,刀具的性能并未完全得到利用。在配备更大功率机床的前提下,刀具的潜力才能得到充分发挥。
所有采用新一代铣刀的成功实例证明,大进给量技术正在生产运行中创造出很大的价值:成倍提高工作时间可以使机床费用降低超过40%(MultiEdge2 Feed实例)。另外,由于刀具使用寿命缩短,刀具材料费用和换刀费用略微提高。不过,这些后果相对于整体均衡性而言不值一提,而机床寿命和机床成本才更具有决定性意义。
十二级台阶状分段式刀刃
第四种HPC方案是通过整合前文提及的“大进给量切削”、“低振动切削”以及“分选切屑”的原理而来。由此得到了一种名为“MultiEdge 4X”的HPC刀具,它具有极易辨别的刀刃形式:明显的可转位刀片,分成十二级台阶状分段式的刀刃(图3)。
这种刀刃形式能降低被刀具吸收的功率,方便地提高轴向进给量(图4),并能延长刀具使用寿命,改善排屑。此外,这种新式铣刀的外形设计可以减少振动,如果配合有宽槽切刃的断屑器使用,能得到优良的表面质量并能扩展刀具的功能:粗加工阶段就可获得精加工的质量。
与通常使用的转盘刀具相比,在HPC生产过程中使用MultiEdge 4X系列可转位刀片“XOKX”可以将功率需求减少10%,将轴向进给量提高20%,将刀具使用寿命延长30%,并将表面质量提高50%。此外,这种可转位刀片的刀刃形式还具有广泛的应用范围,并能持续优化切削过程。
“多重配置”可获得安静、低振动的切削过程
第五种HPC方案必须满足如下的前提条件。这种独一无二的创新技术可以概括为铣刀的“多重配置”。刀具支架(首先应有正确的齿数)可以满足MultiEdge 4X可转位刀片和转盘刀具的交替使用。与常规的转盘刀具相比,这种方法本身能将轴向进给量提高一倍,从而使得切削过程更安静,振动更小。这种方法也适用于更大悬臂长度情况下的不稳定比例关系。
总结一下我们就可以发现:以上五种方法中的切削功率都能实现飞跃。此外,平衡好刀具在技术和生产运行方面的作用,不仅是提高刀具使用寿命方面,也是降低刀具成本方面的需求。鉴于刀具成本仅占到整个加工成本的4%,那么降低机床成本所占的比例(约占45%的较大份额)就显得更加有效。 |
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
