|
3加工设备 制罐加工的主要设备包括各种冲压成形机、剪切落料机和其它辅助设备。这些设备种类繁多,不可能—一介绍。鉴于现代制罐工业多采用自动化生产的特点,本章仅以冲拔罐生产线的组成(图2)为例,作一简要说明。 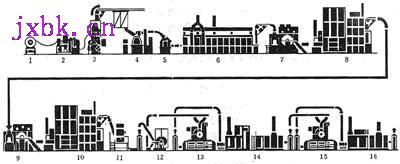
图2 冲拔罐生产线的组成
l-展卷机 2-选卷检查和润滑剂涂覆设备 3-冲林机个侧单变薄拉伸机(制作简体)5-切进机
6-罐清洗机 7-外表面涂布设备 8-箱式炉 9-装满设备 10-箱式炉 11妨回-凸缘成形机
12-检验机 13-内喷涂机 14-固化炉 15-局部二次喷涂 16-固化炉
薄板卷由运输车送到展卷机(展卷架)上。展卷机一般有两个臂,一个臂朝着薄板卷运输车,另一个臂给压力机供料,可通过旋转臂来更换薄板卷。薄板卷通过润滑剂涂覆设备,在两面均涂上润滑剂,并经过一对橡皮辊,除去过多的润滑剂、在较老的生产线上,润滑剂是配成正确的浓度后盛在一个容器里,需要时再补充到润滑剂槽里。在较新的生产线上,一般使用外部循环系统,它可以进行温度控制,连续地过滤并保持润滑油质量恒定。 冲杯压力机是专门设计的双动作压力机,它先冲下若干圆形板坯,接着将圆板坯冲压成浅杯状。这两个动作在一次行程中完成。 杯壁变薄拉深机的作用是将杯转变为侧壁厚度正确分布的圆筒,并将杯底变成在使用中能抵抗内部压力的设计形状。此处,冲杯受到再冲压并留在冲头上,然后依次通过三个变薄拉拔环,使杯壁减薄。在行程的末了进入辅助压机,成型圆拱和杯底。在回程的开始,借助冲压管送来的压缩空气,弹簧顶出杆将罐身从冲头上卸下,由传送带将罐送出机器。 每台杯壁变薄拉深机均与一台切边机联合工作。切边机有导轨式和滚轮式两种形式。导轨式切边机的旋转架上装有许多型芯,罐边在旋转的型芯和静止导轨之间被切下。滚轮式切边机上,罐的一端被送进两滚轮之间并绕自身的轴旋转,两滚轮相互靠拢而完成切边动作。 罐按固定的高度切边后,罐的敞口朝下,倒扣在网格传送带上,被大量地传送到装有喷雾嘴的一系列清洗室里,用洗涤剂将冲压与变薄拉伸时所用的润滑剂洗掉,最终在无离子水中进行漂洗,以确保无污点并进行干燥。 收口一凸缘成型机对饮料罐进行收口和凸缘成型加工,而对食品罐则是压波纹和凸缘成型。为避免在变薄拉拔时造成金属轴向表面粗糙,凸缘成型一般采用旋压工艺。饮料罐顶端的缩颈,可以在旋压凸缘后用模具进行收回成型。 | 