| 气辅注塑CAE在汽车保险杠模具设计中的应用 |
|
| 日期:2007-7-26 20:43:19 人气:44 [大 中 小] |
|
|
|
摘要:运用CAE技术对汽车保险杠模具结构设计及成型工艺条件进行了气辅注射成型模拟分析,成功的设计出了符合实际生产需要的保险杠模具结构;优化了气体充填成型工艺和充填效果,改善了制品表面质量和力学性能,提高了首试成功率。
关键词:气体辅助注射成型;CAE;优化设计;汽车保险杠
为了解决由于尺寸较大给注射成型带来的成型困难和工艺范围狭窄的问题,大型的汽车模具往往采用增加热流道和浇口数目的设计形式[1]。结果模具型腔充填很难均衡,且熔接痕数目增多,严重影响了制品的外观质量和力学性能。作为一种创新的注射成型工艺,气体辅助注射成型突破了传统注射成型的局限性,被逐步应用于多种塑料产品[2]。将气辅注射成型技术应用到大型汽车模具的设计过程,并在结构设计阶段采用CAE技术对气辅成型过程作CAE模拟分析,有着非常重要的现实意义。本文以汽车保险杠气辅注塑模具结构的设计为例,对CAE技术在气辅注塑模设计中的应用进行了深入探讨。
1 气辅注塑CAE模拟分析条件
1.1 分析用原料
分析所用的注塑原料为DSM公司产PP/EPDM,其主要成型参数如表1所示。
1.2 分析用注塑机
分析采用的注塑机主要参数见表2。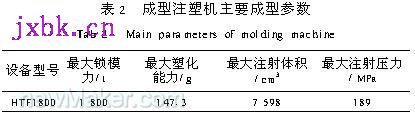
2 气辅注塑CAE模拟分析过程
2.1 分析简介
塑料充填形态取决于模具浇注系统的形式,例如浇口、流道尺寸、浇口的位置等;气道设计包括进气形式、进气点的位置、气道分布以及气道尺寸等内容。保险杠常用的进气形式有两种,一种是从模具型腔进气,另一种是从主流道入口进气。本文采用从型腔进气的形式。气体主要从制品局部壁厚尺寸较大部分穿过,因此在建模过程中须将这部分等效成气道,并设置形状因子;汽车保险杠模具一般采用短射或满射气辅成型工艺。良好的气辅成型工艺关键是处理好了几个要素的关系,这几个要素分别为进气时间、射料时间、进气压力。
该套汽车保险杠模具的分析从这三个要素出发,先后调整了浇口位置、浇口数量以及气辅成型工艺的设置等,最终取得了良好的效果。该套汽车保险杠制件属于薄壁狭长型制件,壁厚在1.2~2mm之间,总长度约为1200mm。
2.2 原始方案分析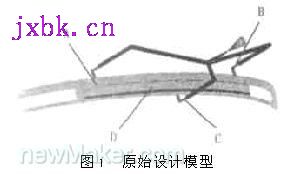
图1为原始设计模型。如图1所示,制件采用3点(A,B,C)进料;流道为热流道,直径12mm;浇口为侧浇口,宽度8mm,长度2mm。制件边缘处壁厚尺寸较大,可以将其用作气道,在建模过程中等效成一维圆柱,直径为7.2mm,形状因子1.13。D为进气点。分析条件如表3所示。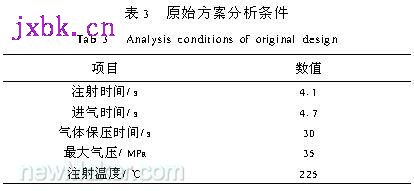
图2为原始方案分析气体掏空率。从图2可以看出,气道附近有气体不均匀渗出;且部分气体通过浇口C进入热流道内,使成型工艺较难调整。造成以上缺陷的原因可能有如下几点:一是3个浇口造成充填不均匀,从而影响气体穿透;二是气压太大,延迟时间太短;三是进气点离浇口太近。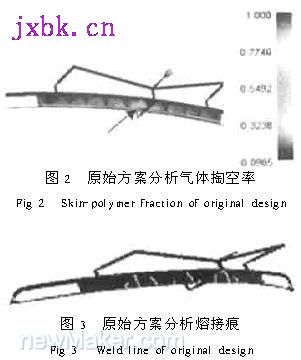
图3为原始方案分析熔接痕。从图3可以看出,制品表面有大量尺寸较大的熔接痕,大大影响了制品表面质量和力学性能。
2.3 优化方案分析
根据原始方案分析发现的问题作出如下调整:浇口数目由原来的3个减少为1个;将最大气压减小为25MPa,并增大延迟时间;将进料点设计到进气点相对的一侧。分析条件如表4所示。图4为气体掏空率。从图4看出,气体均匀穿透气道,渗出面积较小,没有气体进入热流道。
图5为优化方案分析气辅工艺变化曲线。从图5可以看出,主流道入口处压力仅为29.11MPa,制品成型较容易。气辅进气延迟时间为0.9~1.1s。
对原始方案的优化分析,使气体充填更加均匀,熔接痕数量减少,改善了制件表观质量,提高了制件的力学性能,降低了模具的成本,优化了成型工艺。
3 结论
1)以汽车保险杠模具为例,在模具设计中应用气体辅助注射成型技术;同时在设计过程中辅以气辅CAE模拟技术对设计方案进行成型模拟和优化,大大提高制品的质量,节省模具设计和制造成本,优化成型工艺条件,因此具有非常重要的现实意义。
2)该套汽车保险杠模具最佳设计方案为:采用一个热流道,从制品中间单点进料;可将制品边缘局部较厚部位用作气道,不必增加其余气道设计,可从制品中间部位采用型腔形式进气。
3)保险杠模具气辅注塑工艺:成型温度225℃;最大气压25MPa。气辅进气延迟时间9~11s。
参考文献
1 李伟,李荣勋 中国塑料,2001,15(1):48
2 申长雨 塑料模具计算机辅助工程 河南:河南科学技术出版社 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
