| 全电动注塑机机械电控原理 |
|
| 日期:2007-7-23 23:16:28 人气:42 [大 中 小] |
|
|
|
|
近年来以手机壳和记录数据的介质(光盘CD、数字影像光盘DVD、磁光盘MD以及微型光盘MDS)为代表的薄壁产品需求旺盛,市场的发展潜力巨大。全电动注塑机节能、节材、环保、高效、精密、高速(注塑速度标准的为300mm/s,高速的达到700mm/s到750mm/s),适用于做各种塑胶薄壁产品及医药产品,生产市场前景广阔。 
注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本构成中,电费占了相当的比例,依据注塑机设备工艺的需求,注塑机油泵马达耗电占整个设备耗电量的比例高达50%-65%,因而极具节能潜力,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。全电动注塑机正好满足这种需要。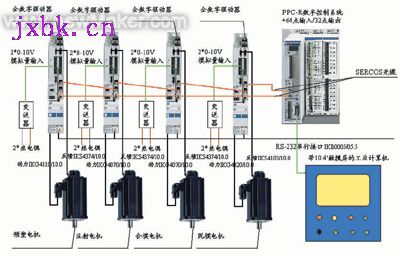
图1:力劲PT60V伺服系统原理
全电动注塑机电控原理
1. 伺服电机
伺服:一词源于希腊语“奴隶”的意思。人们想把“伺服机构”当个得心应手的驯服工具,服从控制信号的要求而动作。在讯号来到之前,转子静止不动;讯号来到之后,转子立即转动;当讯号消失,转子能即时自行停转。由于它的“伺服”性能,因此而得名。
伺服系统:是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。伺服的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便。
伺服电机:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。
伺服电机的优点:大扭力、控制简单、装配灵活。
伺服电机的结构:一个伺服电机内部包括了一个直流电机、一组变速齿轮组、一个反馈可调电位器及一块电子控制板。其中,高速转动的电机提供了原始动力,带动变速(减速)齿轮组,使之产生高扭力的输出,齿轮组的变速比愈大,伺服电机的输出扭力也愈大,也就是说越能承受更大的重量,但转动的速度也愈低。
伺服电机的工作原理:
伺服电机是一个典型闭环反馈系统,减速齿轮组由电机驱动,其终端(输出端)带动一个线性的比例电位器作位置检测,该电位器把转角坐标转换为一比例电压反馈给控制线路板,控制线路板将其与输入的控制脉冲信号比较,产生纠正脉冲,并驱动电机正向或反向地转动,使齿轮组的输出位置与期望值相符,令纠正脉冲趋于为0,从而达到使伺服电机精确定位的目的。
伺服电机的控制:
标准的伺服电机有三条控制线,分别为 :电源、地线及控制。电源线与地线用于提供内部的电机及控制线路所需的能源,电压通常介于4V—6V之间,该电源应尽可能与处理系统的电源隔离(因为伺服电机会产生噪音)。甚至小伺服电机在重负载时也会拉低放大器的电压,所以整个系统的电源供应的比例必须合理。输入一个周期性的正向脉冲信号,这个周期性脉冲信号的高电平时间通常在1ms—2ms之间,而低电平时间应在5ms到20ms之间。
图2:力劲PT60V全电动注塑机伺服电机
2. 伺服控制器:智能数字伺服驱动器
1.输入电压:AC200V-480V
2. UL/CE认可
3. IP20防护等级
4. 0-45℃标准运行温度
5. 包含放电电阻
6. 综合电机温度监控
7. 综合电机制动器控制
8. 2个模拟量输入
9. 2个模拟量输出
10. 2个标记信号接口
11. 位置凸轮开关控制
12. 电子同步功能,响应速度快,反馈时间62.5ms。
13. SERCOS接口或者现场总线接口
3. 液晶显示触摸屏:HMI— 用户操作面板
12.1英寸大型彩色显示屏触摸式操作,快捷方便。通过采用工业计算机的画面,直接与上位计算机的管理系统连接,进行生产管理操作。
图3:力劲PT60V全电控注塑机伺服控制器
全电动注塑机机械原理
1、开模、锁模、顶针等动作采用高精度丝杠螺母,传动精度0.01mm。
2、直线导轨,将传统往复滑动引导转变为滚动引导,提高定位精度,降低机械造价并且大幅度节省电力,可长时间维持高精度。
3、采用新型测力传感器,准确控制背压取得稳定的精密注塑。
4、 同步带轮及同步带,结构简单,安装方便,传动精度高,噪声低。
5、采用集中式润滑,容积式比例分配器,保证每点润滑充分。
图4:力劲PT60V全电控注塑机显示屏
力劲PT60V全电动注塑机介绍
1. 12.1英寸大型彩色液晶显示屏,触摸式操作,快捷方便。
2. 采用全方位触摸式操作面板,进行数据及文字的输入,容易识别和操作。
3. 采用可同步动作的快捷周期成形功能、提高生产效率。
4. 优异的高速、高压射出性能及丰富的成形控制程序,扩大成形领域。
5. 省电 :伺服马达在需要时才运转,与油压注塑机相比省电达60%以上。
6. 利用检测合模时的马达电流,比普通的低压保护更加有效防止模具损伤。
7. 利用检测推顶时的马达电流,有效地防止推顶器顶针地折断。
8. 通过追踪产品成形时的压力波动,提高产品质量的稳定性。
9. 计量控制功能使计量时间、计量位置、最小缓冲等更加稳定。
10. 通过最快的超高速控制,实现高精度稳定成形;提高工艺控制,V-P切换控制的应答性能,再现性能,发挥高速成形的威力。
11. 通过直接检测螺杆反作用力的测力传感器提高控制性能,实现高精度的背压控制
12. 低的振动和运转声音,改善操作者的作业环境。
13. 通过监视伺服马达的动作信息及负荷情况,预防各种故障的发生。
14. 具备用于质量管理和成形解析的低成本管理系统。
15. 适合生产的产品类型 :薄壁、精密产品如镜片、手机外壳、电器外壳等。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
