结构分析软件在预测注塑成型制品(或工件)性能方面一直用得很好。但其结果却永远都不能给出全部事实,因为这些制品的机械性质严重依赖于成型工艺。这就是为何拥有塑料知识的工程师常常会用可给出成型条件影响的模填充仿真来补充其结构分析工作的主要原因。
“过去,工程师们必须完成相当多的网格与模型导入、导出及处理工作,来综合这两类不同仿真的结果,而处理这些结果又相当费时费力,” Cascade Engineering工程公司的高级工程师与仿真专家Paul VanHuffe指出,“一些在理论上有意义的分析在实际工作中却不实用。”
现在,Moldflow公司对什么实用、什么不实用重新进行了定义。该公司在其5.0版软件中采用了多物理场仿真的(multiphysics) 方法,并将其模填充仿真程序与其自行开发的3D结构分析软件进行了充分结合。尽管不能取代专用结构分析产品,但多物理场仿真技术已帮助Moldflow公司的电力用户了解了很多新公司的电力用户了解了很多新东西——包括有关其制品性能及成型工艺经济性方面的情况。“多物理场仿真技术为我们开创了新的分析领域。” VanHuffe表示。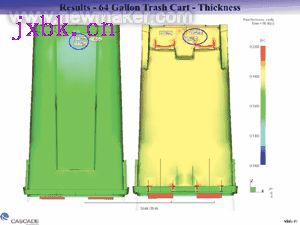
Cascade Engineering公司运用Moldflow软件的多物理场仿真技术
来为大型塑料制品(就像这些垃圾桶)选择尺寸最佳的成型机器。
这些制品如果不是在最佳压力下成型,就可能会比其设计指标更重,
生产成本更高。
移动的金属
这些新领域最重要的方面包括在注塑成型周期的填充与压缩阶段对模具与成型机器构件进行结构分析。仿真程序(也可能包括少数工程师)一直假设,模具与成型机器构件在对注入塑料实施高压期间会保持刚性,但事实并非如此。“任何一名曾在模具商店花过一些时间的工程师都知道金属会移动。” VanHuffe表示。
据VanHuffel介绍,了解模具与机器如何偏移不仅能提供对制品性能(包括重量与形状)有价值的分析,而且还能提供一些对模具设计有用的信息。此外,它还有助于为制品选择一种尺寸最佳的成型机器。这是一项将影响制品单件成本的决定。
在Moldflow最近发布的“Core Shift(偏芯)”仿真模块中,即提供了结构分析能力。正如其名称所表示的,该模块开创了一种用于仿真模芯由于塑料熔流压力而导致偏移的方法。该软件利用来自填充分析的压力分布结果并将其导入至结构分析中来计算模具偏移量。“熔料在模芯上的压力分布成为结构分析的边界条件,” Moldflow公司产品经理Murali Annareddy解释说。
然后,软件再利用此偏移量来调整代表模芯周围熔流的网格元素整代表模芯周围熔流的网格元素,以便随后进行的填充分析能反映模芯位置的任何变化。此过程在填充与压紧操作循环中以用户自定义次数重复进行,从而提供了一个有关模芯偏移如何随其位置移动而改变模具腔体形状的准动态视图。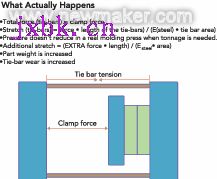 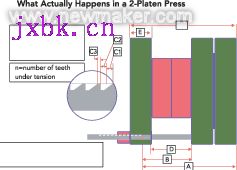
模填充仿真在传统上一直假设工具及成型机在成型过程中会保持刚性,而新型多物理场仿真技术则可仿真出模具与机器构件的偏移情况。这种偏移(例如机器拉杠伸长等)会对制品质量及成型成本带来不利的影响。
该模块的功能并不止于模芯偏移,亦可用同样的多物理场仿真方法对模具系统各部分的变形情况进行仿真,如滑板、注塑系统甚至模板等。它还能用来分析模具中工件的运动情况。去年,Moldflow用户对广泛的应用中存在偏芯的情况进行了大量分析。其中包括一些精细模具,如电气接头模具等。此外,还包括较长尺寸且无支撑模芯的模具的应用,如注射机、工业用垃圾箱等。
Core Shift的发展
VanHuffel将Core Shift又向前推进了一步,他提出了一种可预测成型机夹具拉杠伸长及注模毛边倾向的方法。
拉杠伸长虽是成型机夹紧操作中的正常现象,但当操作员为了控制每小时生产成本而视图将模具用在最小可能成型机上时,它即可能变得过度。在这种“过吨位”情况下,拉杠可拉长得足以使模具稍微张开。在最坏情况下,模具会随熔塑流过张开的分型线而出现毛边,从而增加不合格品率,并需要进行昂贵的毛边去除工序。
即使不出现毛边,VanHuffel发现由于稍微张开的模具盛有更多的熔料而使制品重量增加,这会增加大型制品的用料量。“较小的压力似乎能节省成本,但如果制品最终重量超标的话,结果将适得其反。”他说。“从成本上看,小型制品稍微增加点用料量可能不是什么大问题,”他继续说,“但你也会因为毛边会侵蚀分型线而冒较大的模具损坏风险。”
过去,VanHuffel 曾试图通过将Moldflow 仿真与计算结果合并到一个Excel表中来“人工”仿真这种“过吨位”现象。但除了需耗费大量时间外,此方法的精度也有限,因为它假设模具总是刚性的而忽略了金属模具的形变以及由模具支撑件造成的硬度增强等。而这些因素又都可部分抵消拉杠伸长的影响,VanHuffel指出。
通过Core Shift,VanHuffel现在能将模具的整个内芯边与拉杠及成型机夹具端上大部分零件编入网格中。此外,他还沿模具分型线增加了一系列难以察觉的薄 (1.0E-6) 流元素。这些“毛边”元素是一些厚度近似于零、且Moldflow程序目前还不能支持的元素。
在进行多物理场仿真分析时,VanHuffel使用与给定成型作业所需夹力相对应的位移负载来“拉长”拉杠。如果此负载将拉杠拉长到使模具张开,则会在相应的模填充分析中显示:薄“毛边”元素将变厚并使熔料流入,表明模具将产生毛边。相反,如果模具夹紧力可抵抗拉杠的拉伸,则毛边元素将有效地保持为零。此外,VanHuffel还运用其毛边元素分析来预测模具通风孔是否会堵塞。
随着多物理场仿真技术的发展,VanHuffel相信他将来能用该软件来做更多的事情。他的下一个项目可能是一个最有价值的项目。VanHuffel指出,当Moldflow增加不仅能显示偏移而且能显示压力分布的能力后(一项正在开发中的特性),它甚至还能预测模具构件的疲劳寿命。那将是一个巨大的进步。
可通过以下email地址与高级编辑Joe Ogando联系:jogando@reedbusiness.com 。
纤维排列
另一项意在将模填充仿真与结构分析相结合的进展是由BASF公司取得的。该公司的塑料专家提出了一种先预测纤维通过热塑增强件的方向、然后再将此详细方向信息导入到商业结构分析软件(目前是Abaqus 或 LS-DYNA)中的专用方法。
随后进行的结构分析在预测这些各向异性增强件的弯曲形状及机械行为时可充分利用该详细方向信息的好处。该方法还包括数据传输工具,使得易于对增强件的非线性(譬如大挠度与高应变率等)进行仿真。
该方法的核心是一个名为FIBER(纤维)的专用软件。BASF公司高级CAE工程师Jim McGuire解释说,该软件构建于标准Moldflow仿真结果上,且具有它自己长期拥有的纤维方向性预测功能。FIBER软件利用BASF公司自己的各向异性材料模型对Moldflow结果进行了加工。
该模型考虑了由纤维通过增强件的局部方向差异所引起的非均匀材料性质。据BASF公司结构件应用工程经理Stefan Glaser介绍,此局部方向差异可由各种原因引起,包括闸门处的喷流或流前端熔体伸展等。
与之形成鲜明对比的是,过去,塑料增强件的结构分析是根据基于以下假设——即增强件具有各向同性性质——进行计算的。实际上增强件是各向异性的,CAE分析师一般将其硬度值减少为各向同性增强件预计硬度值的75%。Glaser称这种方法获得了不相关的硬度预测,根据纤维和增强件几何尺寸的不同,不是高25%就是低25%。而这种精度反过来又迫使工程师们为其设计的增强件采用更大的安全系数。Glaser甚至还看到过这种情况即:分析结果导致增强结构件的重量超标大约30% | 