| PLC在塑料包装容器注射成型机中的应用 |
|
| 日期:2007-7-21 22:21:44 人气:40 [大 中 小] |
|
|
|
摘要:本文分析了目前塑料包装容器注射成型机传动装置中存在的问题,指出了用PLC控制的方案,并给出了硬件设计和软件实现的方法。
关键词:自动控制系统;感应电动机;实时控制
1 前言
随着包装机械化与自动化水平的不断提高包装执行机构的动作日趋复杂多变。传动机构是用于将动力和运动自原动机传送给工作机的机构。同时在传送过程中担负着运动速度的调节作运动形式的变换(旋转运动变为摆功或移动,连续运动变为周期脉动运动等) 。其所用传动装置有机械传动、液压传动、气动传动以及电气传动等。
传动装置是用来将动力机输出的动力和运动传递, 分配给有关执行机构的装置, 包括各种传动、蓄能等元件。
本文主要介绍了基于可编程控制器( PLC) 在塑料包装容器注射成型机螺杆传动中的应用。
2 塑料包装容器注射成型机的螺杆传动装置的工作原理
其传动装置示意图如图1 所示。其传动装置有两种动力源,即感应电动机1 和油缸6。当预塑时, 根据原料的塑化条件借齿轮变速箱2 的有级变速确定所需的转速, 并使螺杆5 产生单向回转和匀速后退(后退速度取决于活塞的背压) 的复合运动;而当注射时,使其产生由慢—快—慢的变速直线移动。这种传动装置虽能勉强满足成型加工工艺的要求, 拆除和清理螺杆也比较方便。但是,其自动化程度不高,且齿轮变速箱2 的有级变速确定的转速也不恒定。因螺杆5 匀速后退的速度仅取决于活塞的背压, 其速度利用此螺杆传动装置不能很好地控制。因此, 这种塑料包装容器注射成型机螺杆传动装置具有自动化程度不高,且螺杆的速度不能得到精确地控制的缺点, 迫切需要改进。因此, 在塑料包装容器注射成型机的螺杆传动装置中,需要采用先进的设备和计算机自动化控制技术,来完成其工艺过程的控制。本文主要介绍了基于程序控制器(PLC) 的控制系统的设计和编程。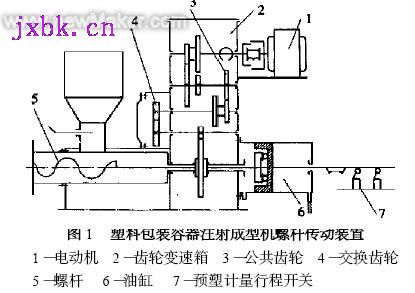
3 系统硬件的设计
随着大规模集成电路的发展,使得以微处理机为核心组成的可编程序控制器得到了迅速发展,可编程序控制器(Programmable Controller ,简称PC 或PL) 是将逻辑运算、时序、计数以及算术运算等控制程序用一串指令形式存放到存储器中,然后根据存储的控制内容,经过模拟、数字等输入输出部件,对生产设备与生产过程进行控制的设置。PLC现已广泛用于各种领域中,以满足现代化大生产中的高效的、大量的自动化要求。如电动机的起停、电磁阀的开闭、产品的计数、温度、压力、流量的设定与速度的控制等。
本文设计的PLC在塑料包装容器注射成型机螺杆传动装置中的应用,其控制系统硬件主要由可编程程序控制器(PLC) 、继电器、电源组成。可编程控制器(PLC) 采用OMRON公司的CPM1A —20CDR—A 型,基本单元I/ O 点数为12/ 8。直流电源为输入通道提供电源。PLC的输出继电器控制外接电器完成电动机的正反转切换。I/ O 点地址分配如图2所示: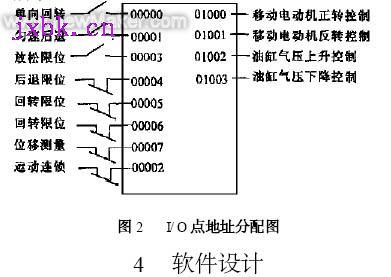
4 软件设计
塑料包装容器注射成型机的螺杆传动装置控制系统是一个功能多、控制方式复杂、实时性要求高的控制系统。要对外界参数进行实时的测量,并在一定时限内完成对这些参数的处理, 同时对相应的转速、位移、扭矩、压油门进行实时控制。整个过程是一个实时过程,要求系统能同时完成多个任务。根据技术要求,同时考虑到使用方便度和可维护性,编制如下程度框图,见图3。
5 结束语
由于采用PLC 进行控制,有效地避免了螺杆产生的回转运动过快或过慢,以及所要求的变速直线运动不能满足工艺要求的缺点。利用PLC 控制塑料包装容器注射成型机螺杆传动装置,具有系统结构合理、功能齐全、操作方便、可靠性高、速度控制性好的特点,能完全满足成型加工工艺的要求。此系统具有推广的实用价值。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
