| 光盘注塑机工艺程序及应用(下) |
|
| 日期:2007-7-21 22:21:27 人气:77 [大 中 小] |
|
|
|
|
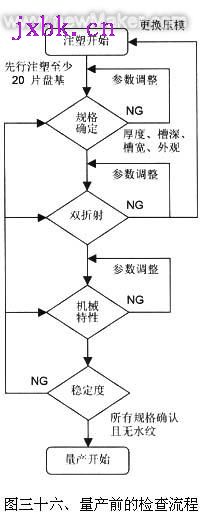
(5)复制率
将模温、炮筒温度、注射速度或锁模力提高皆会增加盘基沟槽的复制率,但锁模力要达到某个值以上且维持时间足够才能有较佳的复制率,但高锁模力的维持时间又不可以过久,以避免因为“塑料盘基”(PC substrate)与“镍质压模”(Nickel Stamper)的收缩率不同,造成外圈收缩率差异过高而成型不佳。
(6)对沟槽几何形状的要求
针对可录式光盘的刻录与注塑条件比较,刻录方面希望要有清楚的沟槽轮廓,但实际注塑却无法达到此理想值,为了解决水纹等问题,沟槽几何误差的容许率必须适度的放宽。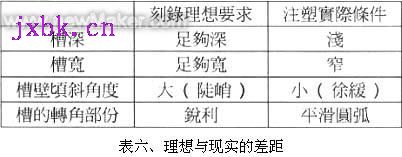

(7)穿透率
盘基的穿透率可直接线上外检测机上测出,而有关盘基的缺陷也可以经由直接溅射金属层来观察,要注意的是各种染料工艺所需的沟槽宽深会不同,因在一厘米直径的平行光束照射之下会有不同的散射量,因此所测得的穿透率会不一样,故以线外信号测试机(如CATS Pulstec等)来测真正有考虑到“数值孔径”(NA)的反射率才正确。
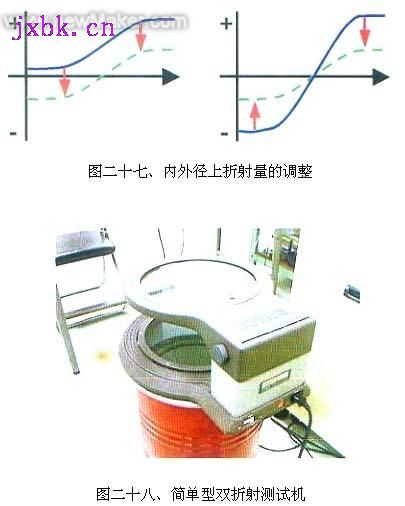
(8)收缩率
对于收缩率的计算,我们必须借助如原子力显微镜的观察,来计算内外径沟槽的几何尺寸变化,基本上以垂直距离比来表示,但也有人加上水平上的资料,甚至以沟槽而积来计算。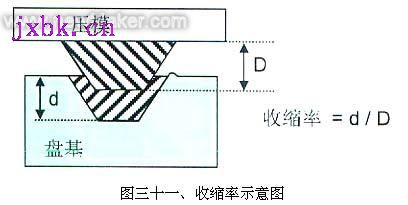
一般塑料的收缩率约在95%到98%之间,不同的参数大小对收缩率的影响不同,请参考图说。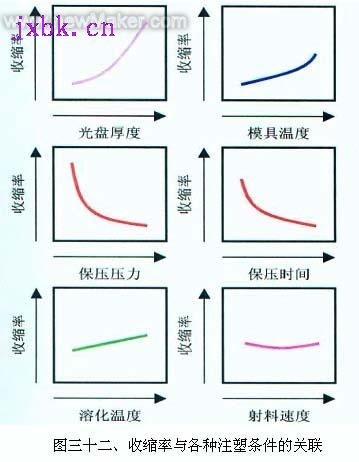
3.问题分析
(1)机械特性(Mechanical Properties)
A.水纹多云雾(Cloud /Release Mark)
水纹的产生多半发生在开模(Mold Opening)的瞬间,基本上是因为“水平的收缩差异”与“翘曲”的加成因素所造成的,在盘基的内外径上各处皆有发生的可能性,但出现在内圈的机率偏高。
如同开新车一样要照顾引擎的初期磨损状况,建议每张压模使用之初100~200片注塑,应先用较小的锁模力与较长的注塑周期,待生产平顺后再开始加高锁模力与加快产速做量产的工作。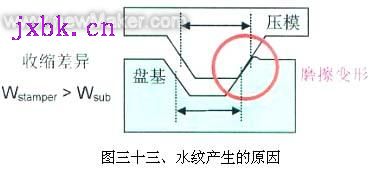
B.重量与厚度(weight/Thickness)
保压压力愈大则盘基厚度愈厚,其它影响盘基厚度的因素有锁模力、模温与料温。基本概念是当开机温机之后开始注塑约60片盘基后的才会趋于稳定,而既使在量产中有任何的短暂停机,也会在覆机时约会有先期的5~20片盘基的厚度与尺寸不稳定。
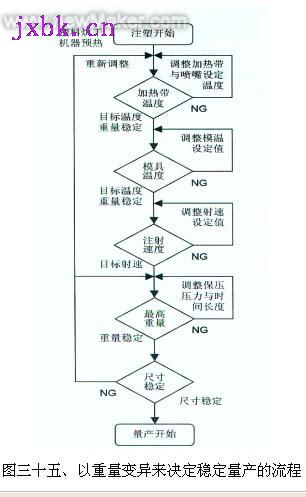
评鉴注塑机的好坏与是否达到注塑控制调整的最优化,可由在量产时盘基重量变异最大值6δ)的大小来决定。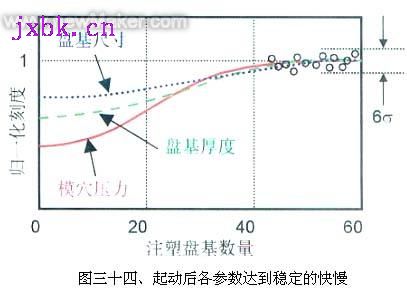
C.内孔大小、偏心与平衡
压模冲孔偏差与盘基冲孔偏差等会造成轨道读取时的摇晃,尤其光盘在做52X高速旋转时,使得循轨(Tracking)不易。另外在注塑盘基所造成密度的变异与各方向上不同厚度等问题,会使盘基的质量中心偏移物理的尺寸中心,造成在旋转时的“不平衡”(Unbalance)与“聚焦”(Focus)的问题,这常见于高速旋转下光盘所产生的噪音。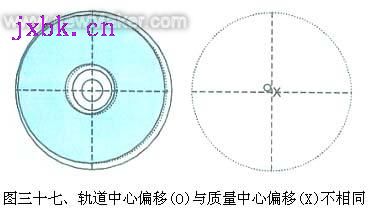
(2)外观缺陷(Cosmetic Defects)
在外观的缺陷方面有包含拉丝(Threads)、盘基塑料内的污染(潮湿、杂质…)、刮伤(Scratches)、表面污染、成形不全、过度饱和与流痕等等。基本上我们要注意压模的内环码位置,用来鉴定缺陷的发生方位与内径距,若是发生在相同位置,则多半是模具的问题,若发生位置不在同一方位,则有可能是材料、污染与周边供应的不稳定所造成,依序做推理的作业直到找出原因,而一般塑料供货商有提供一个问题解决的手册做参考。
4.原子力显微镜与高线光学测试机的比对
原子力显微镜(Atomic Force Microscope,AFM)的工作原理是以一个极细的探针(Probe)在沟轨中以原子间的斥力(凡得瓦力)而悬浮一小段距离,探针的微小上下起幅会使翘板背后所反射激光做很大振幅的摆动,因此这微小的高低变化会反应到光侦测数组中做记录,当探针针尖连续走过几道沟槽后累积起来一个立体的影像,这直接测试的数值会比光学测试机用光学绕射测量来的准确,但AFM只能针对小区域做测量,而绕射测试可以在几秒内做完整张沟身沟宽的测量,前者是绝对式后者是相对式,两者间要做比对校正才有意义。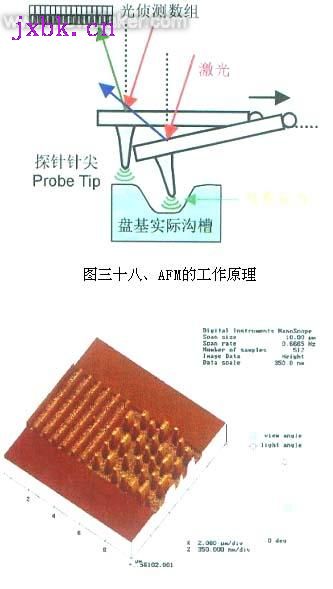
图三十九、AFM图像显示DVD-R在平台(Land)上也有信号坑
五、Toyo注塑机的演进
目前东洋机械全电动式注塑机最流行的机型是ST50discPRO,现在己添名为S机型,代表“标准机型(Standard)的意思。除了承袭以往的设计在注塑顶端有净化沉流罩外,注塑机有附自己的模具净化罩,喷嘴上也有屏蔽的设计,采取单一化的真空泵与额外的润滑油泵。除了此等贴心的设计之外,最重要的是其有50顿的锁模出力;最坚固的钢体机身;而在动模中还有添加一片张力板,用来更均匀地将锁模力导入模具中:冲头的控制也是随着一具伺服电机而独力驱动,如此可以达到软切割作业上做到更完美的切口,保持内孔的均一性 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
