| TSE和TPE的成型比较 |
|
| 日期:2007-7-21 0:00:47 人气:58 [大 中 小] |
|
|
|
|
尽管热固性弹性体(TSE)是当前最常用的弹性体, 但热塑性弹性体(TPE)因为其快速的增长和在加 工中体现出的优势已经变得越来越重要。我们这里使用注射成型来对TSE和TPE作基础的对比,因为注射成型适用于两种材料。而与此相比,吹塑成型就基本上是TPE的专利了。 
在TPEs成为弹体性工业的一个重要力量之前,弹性体和塑料工业存在着明显的市场区分。尽管每个市场都有其优势和不足,但TPE材料日益增长的适用性和用途使它们吸引了弹性体和塑料工业的注意力。TSE在给汽车工业供应成型部件方面有很长的历史,这也是TSE材料一个重要的应用领域。TSE成型方面的不足就是在于其缺乏类似于TPE一样的加工技术,而这类技术对于塑料工业来说是其日常使用的技术。在加工过程中,TSE材料被加热并且在模内高温进行硫化而生产出产品。与之相反的是,传统的塑料产品加工商要在模内将熔体冷却足够长的时间来硬化产品。其它显著的不同是在它们在设备上也有明显的不同。
尽管塑料工业拥有TPE的设备及加工方面的知识,但他们对TPE在汽车工业上的传统用途以及别的应用就不甚熟悉,因此TSE和塑料工业都在与一个拥有高速增长率的TPE工业进行竞争就不令人感到惊讶了。
原料
尽管TSE材料在再生使用方面较难并且成本较高,但是在这一领域中已经取得了一些进展。比如,从零碎的硫化体可以通过高压烧结加工而得到硫化TSE部件。另一种TSE——三元乙丙橡胶还可能将汽车门封的市场丧失给TPE材料,部分是因为TPE的加工时间可以显著的从2分钟减少到30秒。
表一中最后一项“最高有效温度”是尤其重要的。尽管TPE与TSE相比具有很多优越性,显示了一些突出的优势,但TPE的最高有效温度却限制了它在许多方面的应用。比如,聚苯乙烯与SBS共混物大约100℃左右的较低玻璃化温度明显的限制了它在高温上面的应用,因为聚苯乙烯相会变得柔软。热塑性乙丙胶在这方面就比较好,但是它在135℃以上也会趋于变软。因此,TSE仍是高温应用的材料选择。
我们知道非晶态TPE中的橡胶相的玻璃化温度与塑料相的玻璃化温度之间相隔的越远,其有效使用的温度就越高,对于存在结晶相的TPE来说,橡胶相的玻璃态温度与结晶温度相隔越远则有效使用温度区间越广。
提高塑料相的软化温度将有助于提高TPE的有效使用温度,但是,如果这样也会要求相应提高TPE的加工温度,这也是一个导致TPE在较高成型温度下产生分解的一个因素。而对于TSE,骨架与交联结构的热稳定性决定了有效使用温度。
性能与成本是每种应用都需要重点考虑的因素。对若干种成型产品的比较表明,无论是TSE还是TPE都会存在成本上的优势和劣势。比如,一个TPE成型的孔圈就比TSE的成本低,尽管TPE所用的模具要明显贵于TSE所用的模具,别的优点还包括可以简易的给TPE加入灰色以及可实现TPE孔圈的安装便捷。另一个例子是可能时常接触机油的小塞子,以抗油TPE和NBR进行比较,则NBR更加经济。当然,整个TPE工业正在继续不断创新、改进性能及产品的可加工性。
加工
自从TPE进入传统TSE和塑料的领域以来,大家都不得不接受TPE和TSE在设计、材料、加工和应用上的差异。TPE与TSE的加工温度的不同被作为描述这两种材料成型过程区别的重要的一点。在注射成型中,TSE是从一个热料桶中被抽出随后通过一个热的模具然后固化,而TPE是从热料桶中抽出后通过一个冷的模具并固化。
别的不同还包括对于加工这两种性质不同的弹性体的步骤。化学处理在TSE的成型中扮演了一个很重要的角色,因为大部分TSE是不饱和的,因此就比大部分TPE需要更多的氧化过程,这种不饱和度也表现为交联度,并且TSE的化学交联程度决定着它的稳定性,而TPE的稳定性则依赖于物理交联。因此,与TSE对应,在TPE的加工成型中,物理和工程作用要比化学反应发挥着更大的作用。
注射成型机的料桶中的TPE的温度一定要显著的超过塑料相的玻璃化温度和结晶温度,从而达到较低的粘度,并且将TPE转化成具有理想流动性的熔体。当熔体被注入冷模具后,粘度迅速增加冷却,从而可以将产品从模具中取出。对于TPE模具温度的选择是一个综合考虑的结果,这个温度必须足够高,从而便于熔体注入模具并且得到理想质量的部件。从另一方面讲,这个温度又需要足够低,从而减少冷却时间并使加工过程更经济。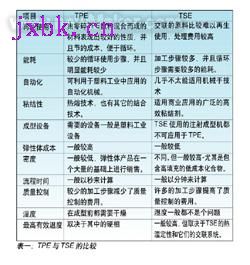
性能特性的相似性与差异性表现在TSE和TPE的注射成型过程中,TPE和TSE都需要在它们被从料桶中引出注入成型模具时进行升温,只不过TPE要求更高。
尽管TPE在热料桶中会发生有限的降解,但TPE的成型过程从本质上来说仍然是物理过程。这一点与TSE相反,TSE有时会在料桶中发生焦烧,并阻碍原料流入模具。所以,TSE存留在料桶中的时间和温度要严格控制而防止焦烧。尽管对于TPE来说,焦烧不是问题,但也要严格控制过高的温度和过长的存留时间,从而减少TPE原料的分解。
当比较TSE和热塑性塑料的流动性质时,成型条件上的不同有时会导致混淆。比如,有些技术专家认为TSE会流入约0.001英寸甚至更小的缝隙,而热塑性塑料却不会,这个看法没有考虑TSE和热塑性塑料的粘度在进入冷模具后就会上升,并且继续冷却,热塑性塑料就会固化,通常热塑性塑料的粘度要比典型TSE的粘度要低。因此,当在类似条件、相同温度下进行比较时,热塑性塑料会比TSE更容易流入狭小的缝隙。
加工时间
TSE和TPE在成型过程中会遇到明显的温度变化,因此其温度特性是不同的。对于TPE,只要在模具中将其熔体冷却就可以成型产品,但是TSE就必须在模具腔内加热,并且要在高温下保持一个足够长的时间使产品可以达到合格的交联度。这种TSE交联反应需要的时间导致了加工周期的不同,TSE一般是用分钟来衡量而TPE则用秒,所以,同样长短加工时间的减少,对于TPE来说要意味着更大的比例。比如,将一个30秒的TPE加工过程减少3秒则意味着减少10%,而同样减少3秒对于一个5分钟的加工周期来说只下降了1%,这个数字对制造商的成本减少就无足轻重了。
次要的因素也会影响加工周期。比如,一种腐蚀性的化合物会要求使用不锈钢模具来避免腐蚀,不锈钢材料的热传递性能不高,所以它的使用会增加加工周期。
夹具开合的时间也会影响成型加工周期, TPE设备上常常应用扭力夹,因为它开合比TSE使用的液压夹具更快更迅速,因为TPE的加工周期短,所以夹具的开合时间对于TPE来说就尤为重要,但对于液压夹具来说就很难提高它的速度,因为这要花费很多成本。
据说一种新的注射成型机既可以成型TPE也可以成型TSE,并且无需改变压力,这种机械直接面向汽车使用的密封系统,而这种机器正是通过改变夹具的速度从而减少了加工时间。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
