| 注塑CAE技术在模具设计和开发中的应用 |
|
| 日期:2007-7-21 0:00:23 人气:60 [大 中 小] |
|
|
|
海信模具公司为了增强模具设计的可靠性,引进了美国Moldflow/MPI料流分析软件进行注塑过程模拟分析(CAE),包括填充、保压、气辅、翘曲等各个阶段。通过把注塑CAE技术与公司多年从事模具开发所积累的丰富实践经验相结合,在确定模具浇注系统和气辅工艺方案、帮助客户改进产品设计、预测并改善注塑缺陷等方面发挥了十分显著的作用,大大提高了模具开发的可靠性系数,取得了显著的经济效益。
一、注塑CAE技术简介
CAE(Computer Aided Engineering)技术从字面上理解是计算机辅助工程,准确地讲就是工程设计中的分析计算和模拟仿真。注塑CAE技术是CAE技术中一个重要的组成部分,它是根据塑料加工流变学和传热学的基本理论,建立塑料熔体在模具型腔中流动、传热的物理、数学模型,利用数值计算理论构造其求解方法,利用计算机图形学技术在计算机屏幕上形象、直观地模拟出实际成型中熔体的动态填充、冷却等过程,定量地给出成型过程中的状态参数(如压力、温度、速度等)。注塑CAE技术可以在模具制造之前,在计算机上对模具设计方案进行分析和模拟,预测设计中潜在的缺陷,为设计人员修改设计提供科学的依据。应用注塑CAE技术带来的直接好处是省时省力,减少试模、修模次数,缩短模具设计制造周期,降低成本,提高产品质量。
注塑CAE分析的一般流程如图1所示。

图1 注塑CAE分析的一般流程
二、注塑CAE技术在模具设计和开发中的应用
介绍注塑CAE技术的文章大部分都是从软件的角度出发,介绍软件各模块的功能和应用。笔者结合几年来从事注塑CAE分析的经验,从企业需求和使用的角度出发,介绍注塑CAE技术在模具设计、开发中的几个主要的应用领域。
1.确定模具浇注系统方案
模具的浇注系统对于模具最终的注塑成型质量有着决定性的影响,合理的浇注系统能够使塑料熔体充填平衡、均匀,可以避免很多注塑缺陷,得到满意的塑件质量,并延长模具寿命。确定合理的浇注系统方案是注塑CAE分析最基本的工作,也是模具设计环节一个非常重要的方面,特别是对于热流道模具,一个是要求要快,在设计工作的前期就必须提供浇口布局,以供设计人员设计相关的结构并订购热流道;再一个是要求要准,由于热流道价格昂贵,而且做成之后就无法更改,因此浇注系统的方案一定要准确。这就对料流分析工作提出了比较高的要求,目前成熟的注塑CAE分析软件都把流动分析作为最基本的模块,分析的准确性相对也比较高。
确定合理的浇注系统最基本的要求是流动平衡,使熔体能够均匀、同步地充填到制件的各个部分,同时还要照顾一些重点质量区域,使熔接痕产生在不影响外观要求的地方。下文是一个29英寸电视机后壳浇注系统布局的例子,浇注系统为四点热流道,浇口直径φ4.5mm,浇道直径φ10mm,布局如图2所示。
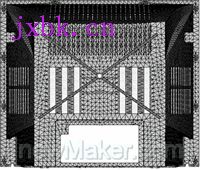
图2 29英寸电视机后壳浇注系统布局
制件充填情况的模拟分析结果如图3所示。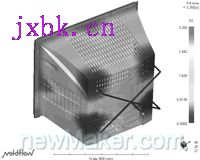 
图3 制件充填情况的模拟分析
从分析结果图中可以看出流动比较平衡,熔体基本能够均匀、同步地充填到制件的各个部分,达到比较满意的注塑效果。
2.确定气辅成型方案,预测气体穿透效果
气体辅助注塑成型技术是一项新兴的塑料注射成型技术,其原理是利用高压气体在塑件内部产生中空截面,利用气体保压代替塑料注射保压,完成注射成型过程。与普通注塑成型工艺相比,它能够消除制件表面缩痕,降低制品内应力,节约原材料,延长模具寿命,生产周期缩短,被誉为注塑成型工艺的一次革命,在家电、汽车、家具、日常用品等几乎所有塑料制件领域得到广泛应用。
气体辅助注塑成型工艺过程涉及到高分子熔体和高压气体的气液两相流动及相互作用问题,因此使得气体辅助注塑成型工艺实现过程的设计参数和控制参数大大增加。气体辅助成型方案的难点主要包括两个方面,一是气道布局,包括进气方式、气道配置和截面尺寸的确定;二是气体辅助注塑成型工艺参数,包括缺料体积、延迟时间和气体压力曲线的确定等。
成熟的CAE气辅分析可以解决这两个方面的问题,通过在计算机上完成气辅注塑的仿真过程,预测熔体及气体在型腔内的流动及穿透情况,优化产品和模具设计,改进气道的布局、尺寸,优化成型工艺参数,可以大大提高气辅模具开发的可靠性。
下面是29英寸电视机前壳气辅模具的CAE模拟分析实例:分析用料:BASF 466I;进气方式:喷嘴进气;气道截面形式如下图所示。
工艺参数:模具温度:50℃;熔体温度:230℃;注射时间:3 s;冷却时间:20 s;注入熔体体积:98%;进气延迟时间:0.5 s;气体压力控制曲线如下图所示。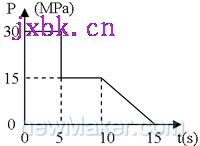
气体穿透效果如图4和图5所示。
图4气体穿透情况(1)

图5气体穿透情况(2)
从上面的分析结果图中可以看到,经过科学的CAE模拟分析,确定了合理的气道布局和气辅工艺参数,气道沿着料流方向均衡地配置到整个制件上,气体能够有效地穿透到气道的末端,充分起到保压作用,对于解决制件表面缩痕问题,提高制件的表面质量起到显著的作用。后期的试模情况也充分验证了这一结果。
3.产品调整满足流动平衡或设计需要
对于一些模具,其浇口位置只能限定在一定区域内,如采用直浇口的电视机后壳,其浇口只能放在制件背面正中贴标签的方框中,不能放在其它位置。而这种情况下可能无法保证料流平衡,为了解决这一点,通常需要对产品局部的形状和壁厚进行调整。例如在充填比较快的方向上减壁厚或设置阻流槽,在充填比较慢的方向增加壁厚或减少部分散热孔等,最终的目的就是达到均衡充填。下面是一个液晶电视后壳的例子,采用位置固定的直浇口,两侧流动平衡性差异较大,通过调整局部壁厚,达到了流动平衡。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
