| 塑料弹簧的设计与制造 |
|
| 日期:2007-7-21 0:00:13 人气:72 [大 中 小] |
|
|
|
Celcon M90在41°C的抗拉强度是618Kg/cm2。但是它在41°C耐弯曲疲劳的极限强度是232 Kg/cm2。由于应力校核计算强度是320Kg/cm2,所以应当把许用应力减少到232Kg/cm2或更低。在这个例子里,假设弹性梁的长度和宽度可以增加,而厚度不能减少。
变换公式(2),计算弹簧悬臂梁的长度为:

变换公式(1),可以计算同一载荷下的弹簧宽度:
3 注塑成型工艺问题
在弹簧制品设计和选择合适的材料之后,还要注意注塑成型工艺对弹簧质量的影响。在设计模具型腔时,要特别注意选择正确的浇口位置。也就是说要避免浇口或熔接缝出现在弹簧或弹簧的运动部位。因为熔接缝引起的薄弱部位,会使弹簧的性能大大受影响。
利用注塑成型分析软件,可以很方便地通过注塑成型模拟,获得熔体的流动前沿动态视图。透过模具内部,可以检查所指点的任一点模具温度和压力,给设计者进入整个加工过程的真实感受[3]。通过注塑成型流动模拟,不但可以分析塑料制品在模具型腔中的温度场、压力场,还可以预测熔接缝和气穴的形成部位。针对模拟分析存在的问题,可以借助于3D计算机造型系统修改制品设计,或修改模具设计[4]。利用先进的CAE工具,可以提高塑料弹簧制品的质量,避免模具返工和修改设计方面,节省时间和金钱。 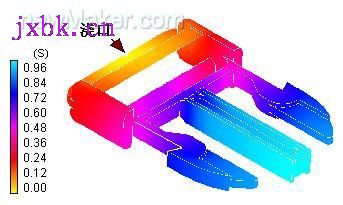
图4. 利用HSCAE 3DRF 5.0软件分析提高塑料弹簧的设计质量
在注塑成型模拟的帮助下设计型腔布置,便于优化流道设计,减少开发时间和成本。型腔和流道布置对所需的合模力有极大的影响。在某些情况下,通过注塑成型模拟,改进设计,可以把最初的合模力大大降低。这具有重大的成本意义。
参考文献
1.李德群等. 塑料成形工艺及模具设计. 机械工业出版社,1994年
2.Jeff Sloan. Plastics have designs on springs.IMM,Sept,1997
3.张宜生,梁书云,李德群.注塑流动模拟软件HSCAE4.0F的技术特色.计算机辅助设计与制造,2000(6):33-34.
4.Michelle Maniscalco. Virtual prototyping becomes essential. IMM,June,2000
5.唐志玉,李德群等. 塑料模设计师手册. 国防工业出版社,1997年
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
