| 特种加工:等离子弧加工 |
|
| 日期:2007-7-16 20:12:40 人气:44 [大 中 小] |
|
|
|
利用等离子弧的热能对金属或非金属进行切割﹑焊接和喷涂等的特种加工方法。
1955年﹐美国首先研究成功等离子弧切割。产生等离子弧的原理是﹕让连续通气放电的电弧通过一个喷嘴孔﹐使其在孔道中产生机械压缩效应﹔同时﹐由于弧柱中心比其外围温度高﹑电离度高﹑导电性能好﹐电流自然趋向弧柱中心﹐产生热收缩效应﹐同时加上弧柱本身磁场的磁收缩效应。这3种效应对弧柱进行强烈压缩﹐在与弧柱内部膨胀压力保持平衡的条件下﹐使弧柱中心气体达到高度的电离﹐而构成电子﹑离子以及部分原子和分子的混合物﹐即等离子弧。
等离子弧按导电方式可分为非转移型﹑转移型和混合型 3种(见图 等离子弧的类型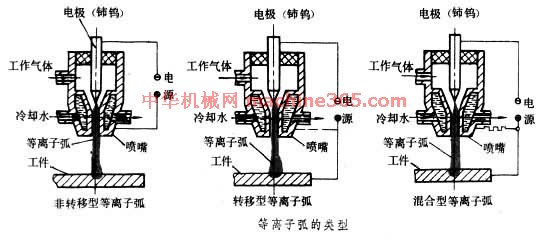 )。它们的区别主要是﹕非转移型的电源正极接喷嘴﹐而转移型电源正极接工件(一般先按非转移型接线产生等离子弧后再过渡到转移型)﹐混合型的电源正极同时接喷嘴和工件。这3种方式一般都使用具有直流陡降外特性的电源。空载电压高低与使用的气体有关﹐若使用氩时﹐空载电压为65~100伏﹐而使用氮或氢时为250~400伏。 )。它们的区别主要是﹕非转移型的电源正极接喷嘴﹐而转移型电源正极接工件(一般先按非转移型接线产生等离子弧后再过渡到转移型)﹐混合型的电源正极同时接喷嘴和工件。这3种方式一般都使用具有直流陡降外特性的电源。空载电压高低与使用的气体有关﹐若使用氩时﹐空载电压为65~100伏﹐而使用氮或氢时为250~400伏。
转移型等离子弧温度高(10000~52000℃)﹐有效热利用率高﹐主要用于切割﹑焊接(见等离子弧焊)和熔炼金属。切割的金属有铜﹑铝及其合金﹑不锈钢﹑各种合金钢﹑低碳钢﹑铸铁﹑钼和钨等。常用的切割气体为氮或氢氩﹑氢氮﹑氮氩混合气体。常用的电极为铈钨或钍钨电极﹐采用压缩空气切割时使用的电极为金属锆或铪。使用的喷嘴材料一般为紫铜或锆铜。切割不锈钢﹑铝及其合金的厚度一般为 3~100毫米﹐最大厚度可达250毫米。70年代后﹐又发展了双层气体等离子弧切割﹑笔式微束等离子弧切割和水压缩等离子弧切割等﹐这些方法能减小工件的切缝宽度﹐提高切割质量。非转移型等离子弧温度最高可达18000℃﹐主要用于工件表面喷涂耐高温﹑耐磨损﹑耐腐蚀的高熔点金属或非金属涂层﹐也可以切割薄板金属材料﹐还可以作为金属表面热处理的热源。混合型等离子弧主要用于微束等离子弧焊接和粉末堆焊。
参考书目
崔信昌编着﹕《等离子弧焊接和切割》﹐国防工业出版社﹐北京﹐1980。
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
