|
利用可燃气体同氧混合燃烧所產生的火焰分离材料的热切割﹐又称氧气切割或火焰切割。气割时﹐火焰在起割点将材料预热到燃点﹐然后喷射氧气流﹐使金属材料剧烈氧化燃烧﹐生成的氧化物熔渣被气流吹除﹐形成切口。气割用的氧纯度应大於99%﹔可燃气体一般用乙炔气﹐也可用石油气﹑天然气或煤气。用乙炔气的切割效率最高﹐质量较好﹐但成本较高。气割设备主要是割炬和气源。割炬是產生气体火焰﹑传递和调节切割热能的工具﹐其结构影响气割速度和质量。採用快速割嘴可提高切割速度﹐使切口平直﹐表面光洁。手工操作的气割割炬(见图 气割割炬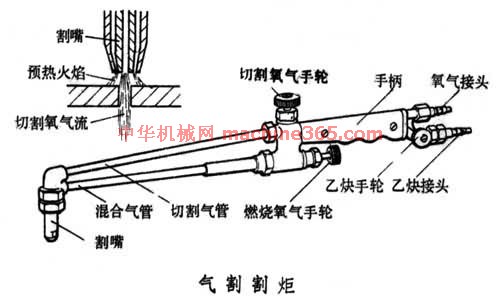 )﹐用氧和可燃气体的气瓶或发生器作为气源。半自动和自动气割机还有割炬驱动机构或坐标驱动机构﹑仿形切割机构﹑光电跟踪或数字控制系统。大批量下料用的自动气割机可装有多个割炬和计算机控制系统。被气割的金属材料应具备下列条件﹕①在纯氧中能剧烈燃烧﹐其燃点和熔渣的熔点必须低於材料本身的熔点。熔渣具有良好的流动性﹐易被气流吹除。②导热性小。在切割过程中氧化反应能產生足够的热量﹐使切割部位的预热速度超过材料的导热速度﹐以保持切口前方的温度始终高於燃点﹐切割才不致中断。因此﹐气割一般只用於低碳钢﹑低合金钢和鈦及鈦合金。气割是各个工业部门常用的金属热切割方法﹐特别是手工气割使用灵活方便﹐是工厂零星下料﹑废品废料解体﹑安装和拆除工作中不可缺少的工艺方法。(见彩图 自动气切割 )﹐用氧和可燃气体的气瓶或发生器作为气源。半自动和自动气割机还有割炬驱动机构或坐标驱动机构﹑仿形切割机构﹑光电跟踪或数字控制系统。大批量下料用的自动气割机可装有多个割炬和计算机控制系统。被气割的金属材料应具备下列条件﹕①在纯氧中能剧烈燃烧﹐其燃点和熔渣的熔点必须低於材料本身的熔点。熔渣具有良好的流动性﹐易被气流吹除。②导热性小。在切割过程中氧化反应能產生足够的热量﹐使切割部位的预热速度超过材料的导热速度﹐以保持切口前方的温度始终高於燃点﹐切割才不致中断。因此﹐气割一般只用於低碳钢﹑低合金钢和鈦及鈦合金。气割是各个工业部门常用的金属热切割方法﹐特别是手工气割使用灵活方便﹐是工厂零星下料﹑废品废料解体﹑安装和拆除工作中不可缺少的工艺方法。(见彩图 自动气切割 ﹑ 气切割厚钢板 ﹑ 等离子弧切割 ﹑ 气切割厚钢板 ﹑ 等离子弧切割  ) )
| 