|
1.气割过程 氧气切割简称气割,是一种切割金属的常用方法,如图4-23 所示。气割时,先把工件切割处的金属预热到它的燃烧点,然后以高速纯氧气流猛吹。这时金属就发生剧烈氧化,所产生的热量把金属氧化物熔化成液体。同时,氧气气流又把氧化物的熔液吹走, 工件就被切出了整齐的缺口。只要把割炬向前移动,就能把工件连续切开。 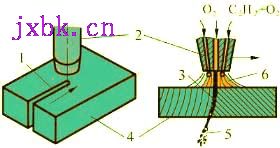 图4-23 气割过程 1-割缝;2-割嘴;3-氧气流;4-工件;5-氧气物;6-预热火焰 但是,金属的性质必须满足下列两个基本条件,才能进行气割。 (1)金属的燃烧点应低于其熔点。 (2)金属氧化物的熔点应低于金属的熔点。 纯铁、低碳钢、中碳钢和普通低合金钢都能满足上述条件,具有良好的气割性能。高碳钢、铸铁、不锈钢,以及铜、铝等有色金属都难以进行氧气切割。 2.气割操作 气割所用的割炬如图4-22所示。工作时,先点燃预热火焰,使工件的切割边缘加热到金属的燃烧点,然后开启切割氧气阀门进行切割。 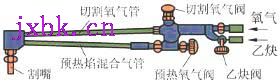  图4-24 割炬及其操作 气割必须从工件的边缘开始。如果要在工件的中部挖割内腔,则应在开始气割处先钻一个大于 5的孔,以便气割时排出氧化物,并使氧气流能吹到工件的整个厚度上。在批量生产时,气割工作可在气割机上进行。割炬能沿着一定的导轨自动作直线、圆弧和各种曲线运动,准确地切割出所要求的工件形状。
| 