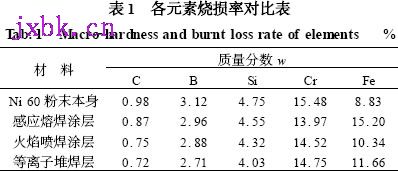
表1 可知,与Ni60 粉末本身成分相比,三种工艺熔焊层中的C、B、Si 、Cr 等元素都有所烧损,烧损率以等离子堆焊最大,火焰喷焊重熔次之,感应熔焊最小. 这是由于等离子弧温度高,并且对熔池的搅拌作用强,熔池中w (O2 ) 增大,而B、Si 等元素有很好的自脱氧能力,形成具有保护性的硼硅酸盐渣浮出涂层,涂层中w (B) 、w (Si) 下降,使其对涂层合金的固溶强化作用降低.
所用三种热源的加热方式中,感应熔焊对基体与涂层界面处Fe 原子的激活度最大, Fe 原子对涂\层稀释作用最强, 因此, 感应熔焊涂层中部的w( Fe) 整体高于火焰喷焊和等离子堆焊涂层.
氧2乙炔火焰喷焊由于设备简单,操作灵活,常用于大平面零件、不规则外形的零件及某些批量生产的石油、机械配件的表面修复和预保护,在工厂中使用最为广泛. 感应熔焊适用于圆形工件和规则截面工件的熔焊,在抽油泵柱塞、轴类零件及气门行业都有应用. 等离子堆焊设备投入大,操作工艺较前两者复杂,多应于阀门密封面和某些石油配件耐磨面的堆焊.
3 结论
1) 三种不同熔焊工艺所得涂层与基体都形成了良好的冶金结合,界面都出现了白亮带,以等离子堆焊最宽,火焰喷焊重熔次之,感应熔焊最窄;感应熔焊涂层底部形成了明显的针条状组织,并且涂层中部w ( Fe) 整体高于粉末本身;火焰喷焊层得到均匀一致的奥氏体和碳化物共晶析出物,扩散熔合区w (Cr) 和w (Ni) 较感应熔焊涂层的有所降低;等离子堆焊层在快速冷凝过程中生成了树枝状结晶组
织.
2) 由于三种热源加热方式不同,焊层中的C、B、Si 、Cr 等元素烧损率以等离子堆焊最大,火焰喷焊重熔次之,感应熔焊最小;感应熔焊对基体与涂层界面处Fe 原子的激活度最大, Fe 原子对涂层稀释作用最强 |
