钢制造的热壁加氢反应器的现场组焊技术,同时介绍了现场组装、焊接、无损检测、焊后热处理和水压试验等各工序中的质量控制要点。
关键词:热壁加氢反应器;现场组焊
用于重质油的加氢裂化、加氢精制以及催化重整、脱硫、脱除重金属等工艺过程的热壁加氢反应器是石油炼制过程中的关键设备。由于该装置在高温、高压、临氢及腐蚀介质中运行,其工作条件苛刻,对材质洁净度的要求极高,制造、焊接和检测的难度较大。因此,20 世纪80 年代以前,我国石化企业中的热壁加氢反应器基本上是引进国外的设备。20 世纪80 年代中期, 中国第一重型机械集团公司(简称一重) 参加中石化组织的热壁加氢反应器制造国产化的技术攻关。如今, 不仅能为我国石企业提供各种类型的热壁加氢装置, 而且随着设备大型化,相继开发了大型设备现场组焊技术,并在多台次、多地区予以实施。本文以一重公司为某炼油厂制造出厂的60 ×104 t/ a 加氢精制反应器( R1001)为例,介绍现场组焊技术及质量控制要点。
1 加氢精制反应器( R1001) 简介
该设备结构为锻焊式,反应器的壳体由8 个筒节、2 个封头、顶部弯管、底部弯管、接管法兰及卸料管等组成。反应器内壁堆焊309L + 347 双层不锈钢。其主要技术参数:设计压力:17185 MPa ;最高工作压力:1710 MPa ;耐压试验压力(立) :2514 MPa 、耐压试验压力(卧) :25167 MPa ;设计温度:440 ℃;最高工作温度:425 ℃;工作介质:油气、H2 、H2S、NH3 ;壳体的主体材料:2125Cr - 1Mo - 0125V;内壁复层堆焊材料:309L + 307 ;容积:182 m3 ;净重:440124 t ; 容器类别: Ⅲ。设备结构的示意见图1。
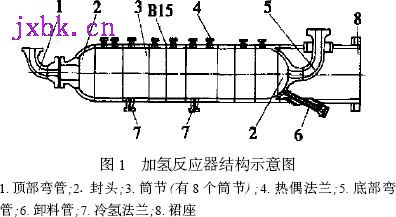
该反应器筒体内径为φ3000 mm; 筒节壁厚为170 mm; 封头的最小壁厚为90 mm; 总高为32556mm。由于反应器组焊后超长、超重, 无法进行整体陆路远距离运输, 所以分上、下两段运到现场组焊,即筒节Ⅲ、Ⅳ之间编号为B15 的焊缝必须在现场组焊。
2 钢材及焊材的选用
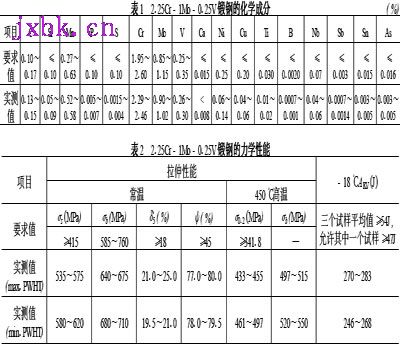
反应器的主体材料是采用一重公司精炼的、高纯度的2125Cr - 1Mo - 0125V 锻钢,其化学成分和力学性能分别见表1、2。焊接材料采用日本神钢生产的焊材。
3 现场组焊前的准备
3.1 场地选择
选择适合的场地是现场制造的首项工作。既要求便于起吊安装,又必须采用具有坚实的地基,还要在焊接场地上搭设简易厂房, 以防止恶劣环境和气候条件对组焊质量的影响。
3.2 机具的设置
为了能在现场施工,需配置相应的焊接和热处理设备。设立焊材保管场所,加强焊接材料的保管、发放及烘干制度,严防焊接质量失控,准备加热用燃气、燃油、水、电和加热装置以及相应设施,为组焊工作做好充分准备。
4 现场装配及控制
4.1 设备的起吊
在制造反应器时使用的是龙门吊,吨位大,而组焊现场使用的是汽车吊, 其吨位小。吊放壳体时要使用多台吊车同时工作。为此, 事先应制定出一套适宜的起吊方案,以便将反应器安全、平衡地吊放在托辊上,再开动托辊。
4.2 组装精度控制
将工件吊至工位以后,靠运转时的漂移,仔细调整,使壳体上、下段对中。最后使B15 焊缝的对口间隙调整到了115 mm,错边量最大在2 mm(技术条件要求≤5 mm) 以内,这样满足了组对的质量要求。
5 现场焊接
对于加氢反应器的现场组焊,一重虽然已有多台的施工经验,但在此次气候和环境具有诸多不确定因素及昼夜温差较大的地区, 现场组焊裂纹敏感性较高的2125Cr - 1Mo - 0125V 钢制加氢反应器还是第一次。按焊接规程的要求, 焊接区域要进行150~250 ℃的预热,且对焊接电流、电压、焊速等的波动有严格的要求。为此,必须精心施工,待焊接区域达到预热温度后, 开动龙门窄间隙焊机。在施焊过程中还要关注各种因素对焊接质量的影响。
整个施焊过程中均采用燃气式简易加热器对焊接区域加热和保温。加热器由若干组弧形加热管组成,每组弧形加热管又由2 段弧形管(其上有若干个喷火嘴) 构成。加热时,可以通过若干个气阀分别控制弧形管的瓦斯气流量。
由于现场的工作环境和自然环境与厂房内部施工有较大的差异,尤其是自然环境,自然风和昼夜温差的急剧变化,对焊接区域的预热和保温有重大影响。因此,及时的监视温度变化,并随温度的变化调节加热器的气流量,以保证焊接过程的稳定,这对现场焊接质量控制至关重要。
6 现场热处理
对接焊缝焊接完成后,需立即进行中间消应力热处理( ISR) ,其热处理规范为620 ±20 ℃×2 h。出炉后经100 %MT、UT、TOFD 探伤。探伤合格后进行焊接接头的最终热处理( PWHT) ,其热处理规范为705 ±14 ℃×715 h。
在公司厂房内,壳体中间热处理和最终热处理均采用台车式煤气热处理加热炉。炉内空间大, 对热电偶的布置、煤气的燃烧等都比较熟悉,对炉内的温度控制也有成熟的方法。本次现场组焊使用的是分辨式燃油局部热处理加热炉。炉内有若干个喷火嘴,炉壁衬耐火材料作为保温层。由于炉内空间小,为防止热量散失,保证焊缝全厚度方向受热均匀,在反应器内部焊缝加热部位也铺设了耐火材料, 以形成保温墙。根据热电偶表温度曲线的变化, 通过调节风阀、油嘴的闭合,来控制炉内的升温速度和恒温温度,从而保证了焊缝内外表面温度均匀一致。
7 无损检测技术
在一重厂房内焊接的受压焊缝均已按要求做了相应的无损检测。作为本次现场组焊的B15 焊缝,除了常规的检验外, 还采用了目前国内最先进的探伤技术———多通道自动化超声波检测(TOFD) 方法,取代了射线检验。传统的手工超声波检验(UT) 是对缺陷产生的反射波进行分析, 检测结果受缺陷方向、位置、缺陷表面光洁度及操作者熟练程度等因素的影响, 在某种程度上难以真实的判断缺陷的大小。
射线探伤易于发现与射线束平行的缺陷,反映直观,但其发现同等大小缺陷的能力随着透照厚度的增加而下降, 还会影响周围环境和人员的身体健康。而多通道自动化超声波检测( TOFD) 是利用缺陷两端产生的衍射波,通过精确测量衍射波的飞行时间,经过计算机对检测数据进行处理,来确定缺陷的长度和位置,并且还可以测量缺陷自身的高度。检验更直观、更准确,对缺陷的检出率远远高于手工超声波检测和射线检测,且对环境及人员的身体健康无任何伤害。
B15 焊缝TOFD 检测共发现3 处细小缺陷, 因为TOFD 检测是新技术,一重本着为用户负责,从严出发,进行了返修,修复后一次检测合格。
8 现场水压试验
压力试验是设备制造完成后对整个产品质量综合性的考核,也是全面检验压力容器的制造质量,保证压力容器安全运行的最终检验。此次水压试验采用卧式试压法,试验压力为2615 MPa (要求试验压力为25167 MPa) ,对试验用水的水质及水温都作了严格的规定,其水质分析及温度测量结果见表3。
|
