|
电阻焊(又称压力焊)是一种常用的焊接方法,它是利用电流直接流过工件本身及工件间的接触面所产生的电阻热,使工件局部加热到高塑性或熔化状态,同时加压而完成的焊接过程。电阻焊的主要特点是: (1)低电压,大电流(几千 ~ 几万安培),完成一个焊接接头时间极短(0.01 ~几秒),所以生产率很高。 (2)焊接时加热加压同时进行,接头在压力下焊合。 (3)焊接时不需要填充金属及焊药。 电阻焊的焊接方法很多,按接头形状的不同,可分为点焊、缝焊(滚焊)、对焊。  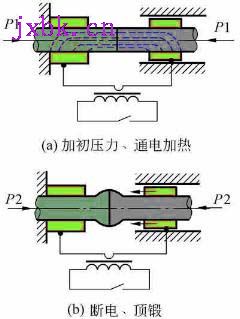 电阻对焊机 电阻点焊机 图4-27电阻焊机外形图 图4-28电阻对焊机工作示意图 4.5.1 电阻焊 点焊是焊件在接头处接触面的个别点上被焊接起来。点焊要求金属要有较好的塑性。如图4-24所示,为最简单的应用点焊的例子。 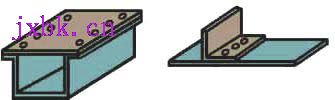 图4-24 最简单点焊 焊接时,先把焊件表面清理干净,再把被焊的板料搭接装配好,压在两柱状铜电极之间,施加P 力压紧,如图4-25所示。当通过足够大的电流时,在板的接触处产生大量的电阻热,将中心最热区域的金属很快加热至高塑性或熔化状态,形成一个透镜形的液态熔池。继续保持压力P,断开电流,金属冷却后,形成了一个焊点。如图4-26所示,是一台点焊机的示意图。 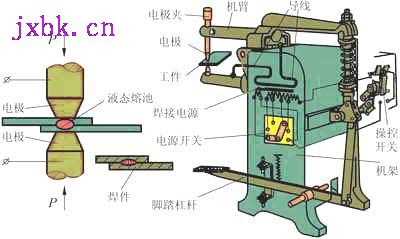 图4-25 点焊过程 图4-26 点焊机 点焊由于焊点间有一定的间距,所以只用于没有密封性要求的薄板搭接结构和金属网、交叉钢筋结构件等的焊接。如果把柱状电极换成圆盘状电极,电极紧压焊件并转动,焊件在圆盘状电极只间连续送进,再配合脉冲式通电。就能形成一个连续并重叠的焊点,形成焊缝,这就是缝焊。它主要用于有密封要求或接头强度要求较高的薄板搭接结构件的焊接,如油箱、水箱等。
| 