|
对焊是在手动或自动的专用焊机上进行的。焊接时,焊件在它的整个接触面上被焊接起来,请看。如图4-27所示是对焊的典型例子。对焊可分为电阻对焊和闪光对焊两种主要方法。  图4-27 对焊的典型例子 1.电阻对焊 把两块要连接的焊件对接到电路中去,并施加轴向初压力(P1),使工件互相压紧。在整个回路中,因两个工件的接触处具有最大的电阻。因此,当通过一定大的电流时,接触处就产生大量的电阻热,很快就把接触处的金属加热到稍低于它的熔化温度(高塑性状态)。这时在顶锻压力P2的挤压下,焊件就被焊接在一起。 电阻对焊的焊接过程如图 4-28所示。操作时要严格控制加热温度和顶锻速度。当焊件接触面附近被加热至黄白色(约1300℃)时,即刻断电,同时施加顶锻压力。若加热温度不足,顶锻不及时或顶锻力太小,焊接接头就不牢固;若加热温度太高,就会产生“过烧”现象,也会影响接头强度;若顶锻力太大,则可能产生开裂的现象。电阻对焊操作简单,焊接接头表面光滑,但内部质量不高。焊前必须将焊件的焊接端面仔细地平整和清理,去除锈污。否则就会造成加热不均匀或接头中残留杂质等缺陷,焊接的质量更差。 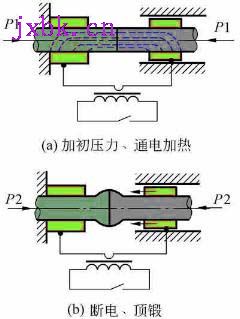 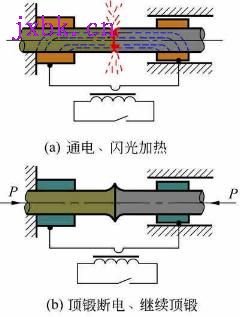 图4-28 电阻对焊过程 图4-28 闪光对焊过程
| 