|
此外,填充焊丝还可以调整化学成分或进行厚板多层焊。 2. 光束旋转激光焊
使激光束旋转进行焊接的方法,也可大大降低焊件装配以及光束对中的要求。例如在2mm厚高强合金钢板对接时,容许对缝装配间隙从0.14mm增大到0.25mm;而对4mm厚的板,则从0.23mm增大到0.30mm。光束中心与焊缝中心的对准允许误差从0.25mm增加至0.5mm。 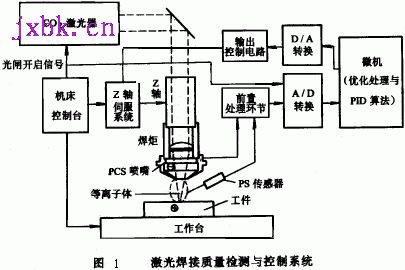
3.激光焊接质量在线检测与控制 利用等离子体的光、声、电荷信号对激光焊接过程进行检测,近年来已成为国内外研究的热点,少数研究成果已达到了闭环控制的程度。图1是激光焊接质量检测和控制系统的实例。 该系统所用传感器及其功能简单介绍如下:
(l)等离子体监测传感器 ①等离子体光学传感器(PS):它的作用是采集等离子体的特征光-紫外光信。
②等离子体电荷传感器(PCS);利用喷嘴做探针检测由于等离子体带电粒子(正离子、电子)的不均匀扩散而在喷嘴和工件之间形成的电位差。 (2)系统功能
①识别激光焊接过程属于何种方式。稳定深熔焊过程,有等离子体,PS、PCS信号均很强;稳定热导焊过程,不产生等离子体,PS、PCS信号几乎等于零;模式不稳定焊过程,等离子体间断性地产生和消失,相应地PS、PCS信号间断性地上升和下降。
②诊断传输到焊接区的激光功率是否正常。当其他参数一定时,PS和PCS信号的强弱与入射到焊接区的功率大小有对应关系。因此,监视PS和PCS信号就可以知道导光系统是否正常,焊接区的功率是否发生了波动。 | 