0 前言
激光焊接,特别是激光深熔焊接是一个非常复杂的物理化学过程,涉及到激光—材料—等离子体之间的相互作用。但是在激光焊接过程中影响并决定焊缝熔深等焊缝成型状况的是激光功率、焊接速度、离焦量及焦点尺寸等焊接规范参数,其中离焦量(在激光焊接中,一般用离焦量来表征激光光斑及焦点尺寸)是焊缝熔深的重要影响因素之一。
在电弧焊中,人们常采用焊接线能量或热输入(二者的单位均为J·m-1)来描述和评价焊接过程中电弧电压、焊接电流和焊接速度等焊接规范参数对焊缝熔深的影响,但是这两个参数都没有考虑电弧作用面积对焊缝熔深的影响。
如果用电弧焊中的焊接线能量或热输入来综合评价激光焊接过程中焊接规范参数对焊缝熔深的影响,则不能反映离焦量及焦点尺寸对焊缝熔深的影响。若考虑离焦量的影响,用热输入来评价激光焊接过程中焊接规范参数对焊缝熔深的影响,则容易和电弧焊中的热输入在物理意义上混淆。
目前,在激光焊接的研究中,还没有一个参数能够综合体现焊接规范参数对焊接过程的影响。为了综合评价激光焊接过程中焊接规范参数对焊缝熔深的影响以及区别电弧焊中的热输入,本文定义了焊接体能量,并研究了Nd:YAG激光深熔焊接过程中焊接体能量对焊缝熔深的影响。
1 焊接体能量的定义
为了能够综合评价激光功率、焊接速度、激光辐照面积(离焦量)以及焦点尺寸等焊接规范参数对焊缝熔深的影响,引入焊接体能量的概念,并将焊接体能量qV的定义为:
 (1)
(1)
式中:Q——激光功率;
V——焊接速度。
S——为辐照在小孔内的激光束光斑面积,实验用的Nd:YAG激光器经焦距为200 mm的透镜输出的激光光斑面积与离焦量关系的拟合关系式为[1]:
 (2)
(2)
式中:∆z——离焦量;
R0——激光束焦点半径。
因此,焊接体能量又可以表示为:
 (3)
(3)
从焊接体能量的定义中可以看出,焊接体能量的物理意义为单位时间内的激光功率密度或单位面积内的焊接线能量,其单位为J·m-3,不同于电弧焊中焊接线能量和热输入的物理意义和单位J·m-1。
从焊接体能量的定义可以看出,焊接体能量可由激光功率、焊接速度、及离焦量及激光束焦点半径计算得出。图1为焊接体能量随激光功率、焊接速度和离焦量等焊接规范参数的变化。从焊接体能量的定义及图1中可以看出,焊接体能量与激光功率成正比关系,与焊接速度成反比关系,与焦点尺寸成平方关系,而与离焦量成指数关系。焊接体能量的变化能够体现激光功率、焊接速度、离焦量等焊接规范参数的变化。
2 焊接体能量对焊缝熔深的影响
2.1 试验条件
实验用的激光器为额定功率为2 kW的Nd:YAG固体激光器,输出波长为1.06 μm的连续波激光,激光束由内径为0.6 mm的光纤传输,经焦距为200 mm的透镜聚焦输出激光束焦点半径为0.3 mm,工件为250×100×1.8 mm 的Q235钢板,同轴保护气为Ar气。

(a) 激光功率
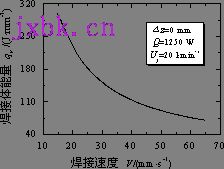
(b) 焊接速度

(c) 离焦量
图1 焊接体能量随焊接规范参数的变化
本文的主要目的在于研究焊接体能量对焊缝熔深的影响,因此为了减少接头形式及其尺寸等因素的影响,实验采用Nd:YAG激光平板堆焊,深熔焊接模式,并且只测量工件未焊透时的焊缝熔深。
通过激光功率、焊接速度、离焦量的离散变化实现了焊接体能量的变化。实验过程中的焊接规范参数变化如表1所示。
2.2 焊接体能量对焊缝熔深的影响
在焊接体能量的定义(1)式和(3)式中,焊接速度表征了激光束对小孔辐照时间的长短,而Q/S或  则表明了辐照在孔内的激光功率密度的大小。因此,辐照在小孔孔内的焊接体能
则表明了辐照在孔内的激光功率密度的大小。因此,辐照在小孔孔内的焊接体能
表1 焊接规范参数的变化
|
变化焊接规范参数的变化范围 |
其他焊接规范参数 |
|
激光功率
Q /W |
900~1200 |
V=30 mm·s-1, ∆z=0 mm,
Uf=20 l·min-1 |
|
焊接速度V/(mm∙s-1) |
30~60 |
Q=1250 W, ∆z=0 mm,
Uf=20 l·min-1 |
|
离焦量
∆z /mm |
∆z: -4.5~-2.0
∆z: 3.0~5.0 |
Q=1500 W, V=30 mm·s-1,
Uf=25 l·min-1 |
量从激光辐照时间和功率密度两方面影响、决定着小孔深度和焊缝熔深。由于孔底液态金属层的厚度很小[1-3],其对焊缝熔深的影响很小,因而在激光深熔焊接研究中,人们通常将焊缝熔深视作小孔深度来处理。
图2为在激光功率、焊接速度及离焦量变化时焊缝熔深随焊接体能量的变化。

(a) 激光功率
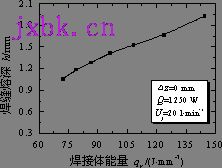
(b) 焊接速度
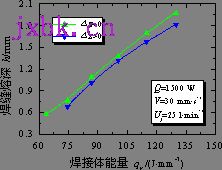
(c) 离焦量
图2 焊接规范参数变化时焊接体能量对焊缝熔深的影响
焊接体能量与激光功率呈正比,激光功率密度随着激光功率增大而增大,焊接体能量也随之增大。因而在单位时间内将有更多的激光束能量辐照到小孔底部,激光束对孔底的辐照加热作用增强,孔底蒸发的材料越多,焊缝熔深也就越深。如图2a所示。
焊接体能量与焊接速度呈反比关系,随着焊接速度的加快,激光束对小孔的辐照时间越短,辐照在小孔内的焊接体能量就越小,则孔底蒸发的材料就越少,焊缝熔深就越浅。如图2b所示。
焊接体能量与离焦量呈指数关系,且在理论上关于∆z=0 mm对称(在实际焊接过程中,由于激光束焦点位置的漂移,使焊接体能量并不关于∆z=0 mm对称,而是向入焦方向偏移了一定距离,本文中试验中激光束焦点位置的偏移为入焦1mm)。在离焦量变化过程中,随着激光束焦点到工件上表面距离的减小,辐照在小孔内的激光光斑就越小,激光功率密度就越大,焊接体能量也就越大,
对孔底材料的轰击也就越强,孔底蒸发的材料也就越多,焊缝熔深也就越深。如图2c所示。
从上面的分析及图2中可知,焊缝熔深随焊接体能量的变化而近似呈线性变化。焊接体能量越大,则单位时间、单位面积内工件材料接受的激光束辐照的能量越多,蒸发的材料也就越多,从而小孔深度和焊缝熔深也就越深。
从焊接体能量的定义及图1、图2中可以看出,焊接体能量综合了激光功率、焊接速度及离焦量等焊接规范参数对焊缝熔深的影响。
此外,从焊接体能量的定义(3)式中还可以看出,焊接体能量与激光束焦点半径成平方关系,能够体现激光束焦点大小对焊缝熔深的影响。激光束焦点尺寸越小,焊接体能量就越大,也就可以获得更深的焊缝熔深。或者说,在一定的焊接体能量下,获得一定深度的焊缝熔深,如果所用激光束焦点越小,则所需要的激光功率也就越小。因此,可采用强聚焦的方法减小激光束焦点尺寸,从而达到增加熔深或减小激光器输出功率的目的,这一点已被国外有关研究成果所证明[4]。
3 结 论
(1)定义激光焊接体能量,其由激光功率、焊接速度及离焦量计算得到。
(2)焊接体能量与激光功率呈正比、焊接速度呈反比、离焦量呈指数关系,激光束焦点尺寸越小,焊接体能量越大。
(3)焊缝熔深随着焊接体能量的增大而近似呈线性增大。焊接体能量能够综合体现焊接规范参数对焊缝熔深的影响。
