|
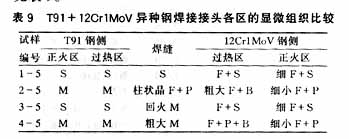
从表9可以看出,无论是采用高匹配的T91钢焊接材料,还是低匹配的12Cr1MoV钢焊接材料,在金相组织上没有大的区别,但焊后热处理都使焊缝及热影响区组织得到了改善,焊缝由马氏体或柱状铁素体加珠光体转化为回火马氏体或索氏体,T91钢侧的热影响区组织由马氏体转变为索氏体,12Cr1MoV钢侧的热影响区由铁素体加珠光体转变为索氏体。
3.4短时高温拉伸试验
在使用不同的焊接材料及是否热处理的条件下,对T91+12Cr1MoV异种钢焊接接头进行了高温短时拉伸试验,以进一步比较该焊接接头焊后的高温性能,试验结果见表10。

由表10可知,无论是高匹配的还是低匹配的焊接材料,高温短时拉伸试验结果都断裂在12Cr1MoV钢母材侧,因此从焊材上考虑,选用低匹配的焊接材料就可以满足焊接接头的性能要求。另外,焊后是否热处理对高温性能影响不大,这可通过进一步的试验来验证焊后不热处理的可能性,以简化焊接工艺。
4结论
a. 选用高匹配的焊接材料焊后不热处理,该工艺不可行,性能试验结果不合格。选用高匹配的焊接材料,焊后热处理或者选用低匹配的焊接材料,无论焊后是否进行热处理,各种试验结果均合格。因此从现场实际考虑,采用低匹配、焊后热处理的T91+12Cr1MoV异种钢焊接工艺,能够得到综合性能良好、组织稳定的焊接接头。
b. 焊后热处理时间由1 h降低到30 min,可以满足接头性能的要求,因此热处理工艺中保温时间参数选用30 min。
c. 对T91+12Cr1MoV异种钢焊接接头,选用低匹配的焊接材料,焊后不热处理的焊接工艺是可行的,但应通过进一步试验来验证。
在马头发电总厂2002年的#7机组大修中,将部分高温对流过热器的G102钢管更换为T91钢,涉及到T91+12Cr1MoV异种钢焊接问题,使用该工艺(选用低匹配的焊接材料,焊后热处理)现场实际焊接这种接头296道,焊后经X射线探伤,焊口一次合格率98%,运行至今未见异常,效果良好。 参考文献 [1]杨富. 第七届全国电站焊接学术讨论会论文集[C].北京:中国电机工程学会电站焊接专业委员会,1998.
[2]李鹏.T91钢及其异种钢焊接接头裂纹敏感性分析[J].电力建设,1999,(7).
[3]徐德录.第八届全国电站焊接学术讨论会论文集[C].重庆:中国电机工程学会电站焊接专业委员会,2001.
[4]陈伯蠡.电站及锅炉用新钢种焊接论文集[C].西安:中国电机工程学会西北分委会,2000.
| 