|
甘肃工业大学 (兰州市730050) 樊丁 顾玉芬 石玗 张瑞华 摘 要:对一种高效的TIG焊方法-A-TIG进行了初步研究。A-TIG即在预先准备好的施焊材料上涂敷一层表面活性剂,对其进行系列堆焊试验。结果表明:在相同焊接参数下,涂敷表面活性剂后焊接电弧有明显收缩,熔池深度也有显著增加,而熔宽稍有减少。着重介绍了活性剂成分的调配及活性剂成分对熔深变化的影响,并且对熔深增加机理进行了初步研究。
关键词:A-TIG 焊接熔深 活性剂 电弧收缩 表面张力
Experimental study of A-TIG procedure
College of materials Science and Engineering, Gansu Univ of Tech
Fan Ding Gu Yufen Shi yu Zhang Ruihua
ABSTRACT: A-TIG welding as a high-efficient welding process is the method that TIG welding is made by covering the activating flux to the surface of the weldment beforehand. The results confirm that under the same welding conditions, weld arc is obviously constricted, the penetration is increased remarkably and the width of welds is reduced a little after covering the activating flux. The emphasis of this paper lies in introducing developing the flux composition, analyzing its influence factors to the penetration, and preliminarily analyzing the mechanism for increased penetration.
Keywords: A-TIG, Weld penetration, Activating flux, Arc constriction, Surface tension
0 前 言
TIG焊在现代焊接法中很普及,它的优点是焊缝质量高,一般用于精密焊接及高质量的焊接场所。其主要缺点是:单道焊接熔深浅;对材料成分的变化敏感;生产效率低。近年来,一种新型的焊接法-A-TIG(Activating flux TIG)焊正引起世界范围内人们的高度重视。A-TIG方法是在施焊板材的表面涂上表面活性剂,然后再施行常规TIG焊。该方法可大大提高焊接熔深,利用这种方法和技术可使焊接熔深和生产效率比常规TIG 焊增加1~3倍,对板厚3~8mm材料无需开坡口,可一次焊接完成。正因如此,引起了乌、英、日、美等国的高度重视。目前乌克兰巴顿焊接研究所已将该技术应用于焊接核反应堆管子部件等重要工程结构的生产中[2],国内研究才刚刚起步。本文针对低碳钢进行了系列试验研究。
1 试验方法
1.1 材料和试样
本试验采用的施焊板材为低碳钢,基础的表面活性剂材料主要为SiO2,TiO2、CaO、MgO、卤化物,Cr2O3等。试样尺寸为200x80x6mm 1.2 试验方法
试验使用的焊接电源为唐山松下生产的晶闸管控制/交直流两用焊接电源,焊接电流为130A,焊接速度为70mm/min。称取各种成分用的是电子天平,精度为0.01mg。焊前用丙酮将按一定比例调配的活性剂搅拌成浆糊状,用刷子均匀地刷到工件的一端。在同一焊接规范下,将有涂层区和无涂层区一次焊接完成。焊时观察电弧和电压变化,焊完后观察工件表面焊缝成型的好坏,将观察结果进行记录。再将焊缝过渡区进行切割后磨试样,观察试样的熔深、熔宽变化。
选用较好的一种配方,依次改变电弧弧长进行焊接,分析其影响规律。
2 试验结果
2.1 萤石含量对熔深的影响
这组实验中的三种活性剂(A1、A2、A3)主要考查萤石含量变化时对熔深的影响,具体实验结果见表1
表1 萤石含量对熔池形状的影响
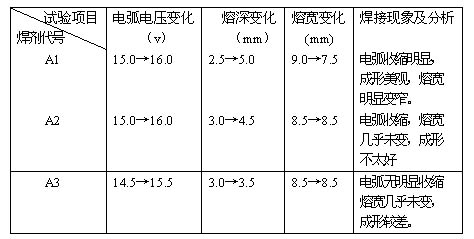
注:表中"→"前面的数据表示无活性剂时的试验结果,后面的数据表示涂上活性剂后的试验结果。
萤石含量对焊接熔深的影响如图1所示:
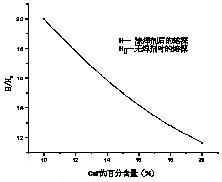
图1 萤石含量对焊接熔深的影响
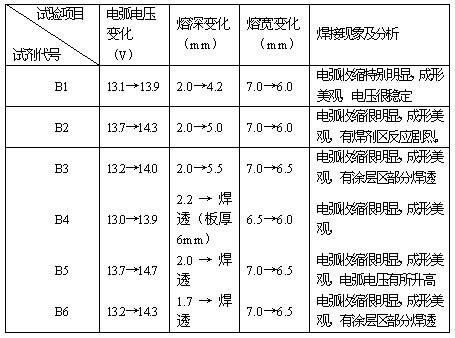
从图1中我们可以看出随萤石含量的增加,熔深的增加倍数反而减小。 2.2 NaCl含量变化对熔深的影响 本组实验六种活性剂配方(B1-B6)中NaCl的含量是由小到大的,具体的实验结果见表2
表2 NaCl含量对熔池形状的影响
涂有配方B1-3的试板焊接后得到的熔深与其相对应的无活性剂的熔深的照片对照如图2所示:

(a)无活性剂的熔池形状 (b)有活性剂的熔池形状
图2 涂有活性剂B3的试板焊后熔深对照(I=150A)
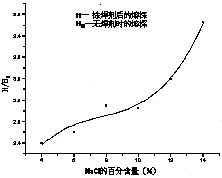 NaCl含量对焊接熔深的影响如图3所示
图3 NaCl含量对焊接熔深的影响
从图3可以看出:随NaCl含量的增加,熔深的增加倍数也随之增加。 2.3 弧长对熔深的影响
我们选用以前实验得到的较好的一组配方来做这两组实验,关于弧长的试验结果如表3所示。
表3 随弧长变化活化剂对熔池形状的影响
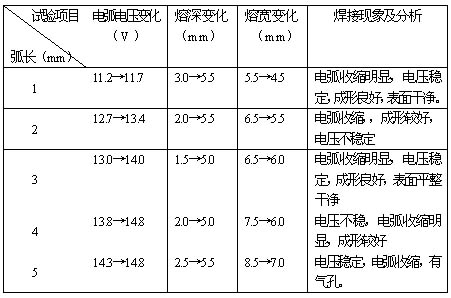
随着弧长的变化活性剂对熔池形状的影响如图4所示
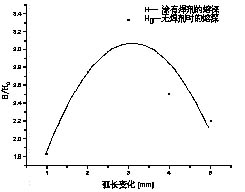
图4 随着弧长的变化活性剂对熔池形状的影响
从表3和图4中反映出:在弧长大约为3mm长时熔深增加最明显,且焊接电弧收缩明显,焊接成形良好。
3、讨论
总结以上的试验现象和试验结果,可以认为表面活性剂使焊接熔深增加的主要原因有以下三个方面。乌克兰学者倾向于第一种原因,而美国学者则认为第二种原因是熔深增加的最主要原因。目前国际上对表面活性剂使熔深增加的机理还没有统一的观点。 | 