| 德国克鲁斯(CLOOS)的高效焊接技术2 |
|
| 日期:2007-7-4 21:05:01 人气:68 [大 中 小] |
|
|
|
降低生产成本的下一步是采用了一种叫 Tandem MIG 高速焊接工艺。
克鲁斯公司在 70 年代初采用双丝 MIG 焊接工艺,见图 7 ,可以看出两种焊接工艺的基本不同。在 90 年代,克鲁斯公司是第一个在焊接机器人上使用 Tandem 焊接工艺,并且已经在过去的 10年里提供给用户超过1000套Tandem 焊接设备。
速的 Tandem 焊接工艺可以应用在所有类型的钢,铝合金和铜。即在汽车船舶,起重机和运输的制造工业。由于具有很高的焊接速度,所以这种焊接只能在机器人和自动焊接上可以实现。 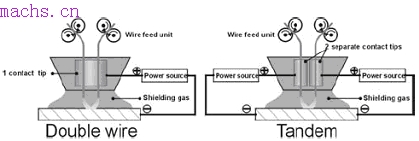 图 7 : Tandem 焊接工艺原理, Tandem 焊接采用两个独立的喷嘴和两个独立的电源,每个电弧有自己独立的焊接参数。而一般的双丝焊接工艺是两个焊丝都是采用同样或相近的焊接参数 . 图 7 : Tandem 焊接工艺原理, Tandem 焊接采用两个独立的喷嘴和两个独立的电源,每个电弧有自己独立的焊接参数。而一般的双丝焊接工艺是两个焊丝都是采用同样或相近的焊接参数 .
由于焊接电源技术新的发展及良好的焊接效果,在 90 年代, Tandem 焊接工艺取代了双丝系统。对于 Tandem 焊接而言,重要的是两根焊丝都可使用脉冲电弧,这就给用户提供了足够的条件来使用不同的脉冲频率焊接,见图 8 。 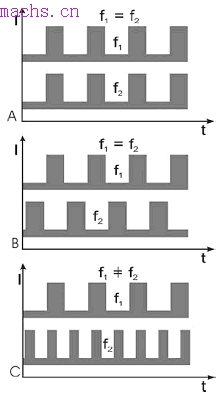 图 8 Tandem 焊接的脉冲波形的几种不同类型: 图 8 Tandem 焊接的脉冲波形的几种不同类型:
A )同频率同相位的
B )同频率相位差 180 度
C )不同频率相位任意 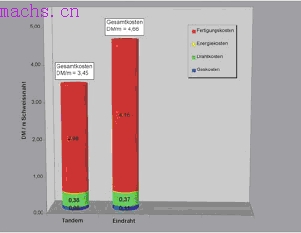 >图 9 :成本的计算(传统的 MIG , Tandem )图中计算了总费用、焊丝费用、焊缝长、保护气体的费用、产品费用、能源的费用Tandem 这种焊接技术给用户留下最深的印象是在焊接效率上的提高。与传统的 MIG 单丝焊接对照,同样的焊接任务,见图 6 ,最终成本的计算见图 9 。使用这种 Tandem 焊接工艺可以降低 35% 的成本。 最新开发的 MIG Tandem 钎焊。通常镀锌钢板的钎焊采用的是传统 MIG 单丝焊接。图 10 :显示的是 Tandem 的钎焊的实例。 >图 9 :成本的计算(传统的 MIG , Tandem )图中计算了总费用、焊丝费用、焊缝长、保护气体的费用、产品费用、能源的费用Tandem 这种焊接技术给用户留下最深的印象是在焊接效率上的提高。与传统的 MIG 单丝焊接对照,同样的焊接任务,见图 6 ,最终成本的计算见图 9 。使用这种 Tandem 焊接工艺可以降低 35% 的成本。 最新开发的 MIG Tandem 钎焊。通常镀锌钢板的钎焊采用的是传统 MIG 单丝焊接。图 10 :显示的是 Tandem 的钎焊的实例。  图 10 排气系统, Tandem 钎焊 AlBz8 ,焊接速度 6m /min 4.3 带状熔化电极 MIG 焊接 图 10 排气系统, Tandem 钎焊 AlBz8 ,焊接速度 6m /min 4.3 带状熔化电极 MIG 焊接
新的焊接工艺叫做带状熔化极焊接,或扁平丝焊接。图 11 ,带状熔化电极焊接与标准的单丝(圆丝)焊接工艺是相同的,相同的材料及相同的焊接电源,主要不同于传统的 MIG 焊接工艺是,具有很高的焊接速度及能很好的弥补缺陷。到现在为止,这种形式的焊接在工业上还没有应用,将来特别是在铝合金材料的机器人焊接上,带状熔化电极焊接会引起用户的极大兴趣。 传统 MIG Tandem 高速焊接,与带状熔化电极焊接之间的比较请看图 11 的介绍。  图 11 传统 MIG 焊接、高速焊接、条状熔化电极焊接的比较 图 11 传统 MIG 焊接、高速焊接、条状熔化电极焊接的比较
4.4 TIG 焊接
TIG 结合机器人的焊接与 MIG 结合机器人的对照比率为(大约 95%MIG , 5%TIG 和等离子)用于 TIG 焊的机器人主要优点是无飞溅。焊接的表面质量非常好。 TIG 焊接机器人主要应用在家具工业,热交换器,锅炉等等。TIG 焊接机器人用于热交换器的焊接采用的是冷丝送给:见图 12 ,工件的直径是 210 -1400mm ,机器人对管子的直径有一定要求。每个圆形焊缝的焊接时间是 40-50 秒。 有些时候,没有高频系统是允许的,这样 TIG 焊接的重新起弧变得很困难。
由 CLOOS 设计开发的,用于这种 TIG 焊枪的辅助引弧装置,见图 13 。 
图 12 热交换器的 TIG 焊接  图 13 带有辅助引弧装置的 TIG 焊枪用于没有高频( HF )的引弧 图 13 带有辅助引弧装置的 TIG 焊枪用于没有高频( HF )的引弧
4.5 等离子焊
像 TIG 焊接工艺一样, PAW 焊接机器人的应用是很少的。这种生产是用于汽车燃油箱的焊接,使用的是不同的焊接工艺像 TIG- 电阻点焊和等离子焊等,见图 14 ,等离子的焊接工艺应用在油箱的两个半圆边缘的焊接。许多行业对等离子焊接工艺的进一步发展非常感兴趣,具体的开发将会集中在开发很高的等离子密度和用于等离子焊枪的重新设计上。  
图 14 :用于汽车工业的燃油箱的等离子焊接 4.6 等离子焊剂电弧焊接( PPAW )
PPAW 焊接工艺的基本原理见图 15 。 PPAW 焊接工艺具有很低的熔敷率(最多到 100g /min ),适合很少的高质量焊接。在工业的实际应用的实例见 16-17 图 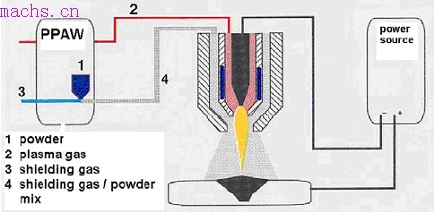
图 15 : PPAW 焊接工艺的原理 
图 16 :用于家具工业的 PPAW 焊接,左侧油漆,熔敷率为 25g /min 
图 17 :用于自行车架的 PPAW 焊接 4.7 激光混合焊接
激光系统与传统的气体保护弧焊接工艺的有机结合,被称为激光混合焊接工艺。主要的汽车工业,船舶工业和运输系统的制造业,激光 MIG 焊接工艺非常有创意,见图 18 。焊接的材料是钢和铝结构,使用这种焊接工艺的优点是具有很高的焊接速度及很小的结构变形。缺点是激光系统的成本及相应的维修费用比较高,以及对焊缝的准备要求精确。新的发展集中在等离子焊接与激光的有机结合,在最初的实验中,已经成功实现了钢焊和钎焊。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
