| 微机控制双丝(单丝)窄间隙埋弧焊机简介 |
|
| 日期:2007-6-22 21:31:22 人气:56 [大 中 小] |
|
|
|
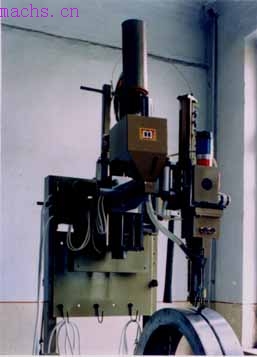
微机控制双丝(单丝)窄间隙埋弧焊机是一种机电一体化的全自动埋弧焊设备,主要由焊机头、微机控制柜、手持操作盘、直流焊接电源及交流焊接电源等部分组成。
双丝窄间隙埋弧焊法已于1985年获中国发明专利(专利号:85104150 .7)。这种新工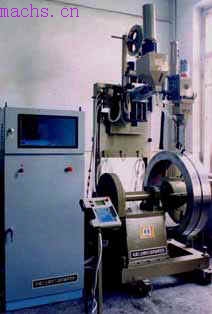 艺同常规埋弧焊法相比具有接头性能高,热影响区韧性好,焊接效率高,消耗焊接材料少,焊接过程全部自动化等优点,是厚壁压力容器焊接的理想设备,使用于锅炉、化工机械、核电、重型机械等行业,所焊接的产品一次性探伤合格率在98%-99%以上。 艺同常规埋弧焊法相比具有接头性能高,热影响区韧性好,焊接效率高,消耗焊接材料少,焊接过程全部自动化等优点,是厚壁压力容器焊接的理想设备,使用于锅炉、化工机械、核电、重型机械等行业,所焊接的产品一次性探伤合格率在98%-99%以上。
设备主要技术参数
焊接钢板最大厚度:250mm(可选择300mm或350mm)
坡口宽度:22±2mm(单丝可采用18±2mm)
 坡口角度:1°±0.5° 坡口角度:1°±0.5°
横向跟踪精度:≤±0.3mm
高度跟踪精度:≤±0.1mm
直流焊接电源:1000A
交流焊接电源:1000A(注:单丝焊机只配一种电源)
焊丝直径:Φ3-Φ4mm
设备主要功能:
焊接参数预置功能:可以在焊接前按工艺卡要求将电弧电压、焊接电流、焊接速度、工件半径等参数预置到微机控制系统里;
运行参数在液晶显示器上显示功能:焊接过程中,电弧电压、 焊接电流、焊接速度等控制参数实时显示在手持操作盘的液晶显示器上,以便操作者监视; 焊接电流、焊接速度等控制参数实时显示在手持操作盘的液晶显示器上,以便操作者监视;
焊接过程全自动控制功能:在焊接过程中可以对电弧电压、焊接电流、焊接速度及焊缝(横向及高度两维)跟踪等进行实时控制,并自动稳定在预置范围内;
 参数超差报警功能:在显示器上显示的运行参数如果超过预置参数所允许的误差范围,系统有声音及显示报警功能; 参数超差报警功能:在显示器上显示的运行参数如果超过预置参数所允许的误差范围,系统有声音及显示报警功能;
自动打印预置参数和焊接过程参数功能:在焊接过程中每一圈可任意选择打印1-12次,以便存档;
在线修改预置参数及控制参数功能:在焊接过程中可以根据焊接需要,随时修改电弧电压、焊接电流、焊接速度等参数,而不需要停焊;
双侧横向跟踪功能:采用双侧位置跟踪传感器,分别以坡口的两个侧壁为跟踪基准面,对坡口的加工和装配精度要求不高,对焊接时收缩变形也不敏 感,适合我国工厂情况; 感,适合我国工厂情况;
对普通坡口对接焊有自动测量坡口宽度及自动排列焊道功能(选择):对普通U形、V形坡口的多层多道焊,可以根据所测得的当前焊层宽度,按所选择的焊接参数确定该层的焊道数并自动引导机头进行多道焊,即无需编程实现自适应自动排列焊道;
具有多种供用户选择的起弧方式功能:如接触反抽起弧、刮擦起弧、慢送丝起弧、强规范起弧、弱规范起弧等。 |
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
