宁夏西北奔牛实业集团公司(石嘴山市 753001) 李丽
我公司锻造分厂使用的3T模锻锤由于使用年限长,超负荷运行,造成底座沿燕尾槽根部开裂(图1).为了尽快修复底认,不影响生产,我们决定采用焊接法进行修复.
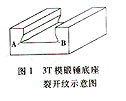
1 裂纹现状及焊接方法
3T模锻锤底座的材质为ZG25,重60t.以现场观察,底座的裂纹已沿宽度方向贯通,裂纹长达1000mm,深25-70mm.由于底座裂纹长,结构刚性大,加之是用了几十年的老设备,开裂区浸满油污,我们决定采用φ1.2mm的H08Mn2SiA焊丝富氩混合气体保护焊方法施焊.
2 焊前准备
(1)用氧乙炔火焰清除裂纹两侧各150mm范围内的油污、铁锈等杂质.
(2)用碳弧气刨将图1燕尾槽A、B两处的裂纹彻底清除,并形成U形坡口顺不影响焊接及气刨清除的条件下,坡口面A处宽度不大于40mm,B处宽度不大于20mm.
(3)用电铣刀条打磨坡口面及坡口两侧范围内,露出金属光泽.
3 焊接修复
(1)焊前用氧乙炔火焰将待修复区域长时间低温加热,温度控制在70℃±10℃,加热宽度为300mm左右,以消除大量浸入锤座的油污,同时在较大范围内保持温度均匀.
(2)选用φ1.2mmH08Mn2SiA焊丝和唐山松下生产的KR500气保护焊机进行焊接,保护气体为Ar+20%CO2.
(3)焊接电流控制在160-200A,电弧电压20-22V,焊接过程中严格控制热入量,以保证焊缝金属具有较高的力学性能.
(4)焊接顺序见图2,为了减小焊接应力,在焊接过程中采用跳跃对称焊,使热功当量量分散;同时,每焊完一层(第一层除外),都需要对焊缝隙金属进行锤击,锤击时要均匀一致辞,以打出金属光泽为准.锤击时,焊缝的温度应保持在150-200℃.
(5)每焊完一层焊缝,都要用10倍放大镜仔细检查焊缝,确认没有裂纹方可进行下一层焊道的焊接.如若出现裂纹,用电铣刀打磨掉裂纹重新焊接.
(6)坡口焊满后,在燕尾槽的根部焊成R15的圆弧过渡,以减小应力集中系数.

4 效 果
经过上壕修复后,3T模锻锤两年来运转下常,达到了预期的目的.
摘自《焊接》 |
