哈尔滨建成集团责任有限公司(150000)王晓兰 高基耀 邹玉宏
我厂某产品过去一直采用CO2气体保护焊封底、埋弧自动焊盖面的方法进行生产。采用两种工艺方法需要两个工位,占用面积多,两种工艺方法所用的焊丝、焊剂和气体等焊接材料管理、存放等腰三角形成本高,不方便。在冬季生产中,因厂房温度较低,生产中易出现冷裂纹入大面积的网状气孔、咬边等缺陷。为了克服这些缺点,改用了富氩混合气体保护自动焊工艺方法进行焊接。把两种焊接工艺改为1种,节省了1个工位,减少了占地面积。特别是解决了以往焊接生产中出现的焊接缺陷,改善了灶缝成形,减少了焊后车削或打磨工序。大大地改善了焊接质量,提高了劳动效率,降低了焊接成本,实现了文明生产,使我厂的焊接技术上了一个台阶。
1 工艺过程
1.1 母材材料及规格
1部:35碳钢+ZG25;(直径x壁厚)φ150mmx48mm环焊缝;
2部:(直径x壁厚)φ299mmx25mm环焊缝.
1.1.2 母材的化学成分与力学性能见表1
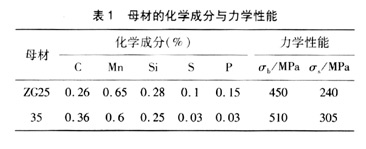
1.2焊接材料
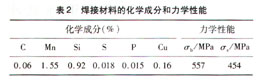
气体保护焊焊丝:H08Mn2SiA;φ1.6mm.焊丝的化学成分和力学性能见表2
1.3接头与坡口形式
两条焊缝均为V型坡口,坡口角度60°-70°,装配间隙0-2mm,见图1
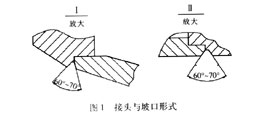
焊缝隙余高h≤1 mm,允许下凹0.5mm,焊缝隙宽度18-22mm.焊缝外表面应无裂纹、气孔、夹渣、咬边等缺陷。
2 焊接方法与焊接工艺参数
2.1焊接工艺方法
采用富氩的混合气体保护自动焊可以实现稳定的射流过渡,飞溅很小且熔深大,既能使根部焊透也能使焊缝外观达到产品图纸的要求.
2.2焊接参数
焊接工艺参数见表3.焊接过程:采用焊接自动机进行焊接.上料、定位、夹紧,焊枪自动寻位,自动焊接,搭接,推料等都为自动进行焊接机头上具有防弧光和防飞溅措施,实现了文明生产.

3 接头性能检验
3.1 探伤检验
对1和2丙道环焊缝进行100%的X光探伤检验,参照WJ307-65标准,均为Ⅰ级
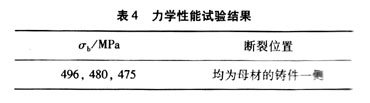
3.2力学性能
接头的力学性能试验结果见表4.
3.3断面腐蚀试验
经断面分析熔合区域良好,没有未焊透缺陷.
4工艺改进前后对比
4.1工艺改进前
焊缝外观成形不好,焊缝隙表面有咬边、气孔、裂纹等缺陷,返修率达8%左右.焊缝凸起高度H≤4mm,产品要求焊缝表面与基本金属接近齐平(-0.5--+1.0mm).焊后必须经过清理打磨、车削和磨削焊道,使焊缝表面达到技术要求.
4.2工艺改进后
采用新工艺,主要解决了外表面咬边、气孔、裂纹等缺陷,合格率达到100%,焊后焊缝表面与基本金属齐平.焊后不需车削和磨削加工.避免了噪音、飞溅、粉尘等环境等环境污染.减速少了一个工位,节省了人工和占地面积,既提高了工效,又降低了成本.
5 结 果
(1)采用新工艺方法后焊缝隙的力学性能,X光探伤完全符合技术要求;
(2)所选用的焊接材料和焊接工艺参数合理;
(3)采用新的工艺方法后焊缝表面光滑美观,熔合良好,没有缺陷.焊缝尺寸符合技术要求;特别是焊缝余高符合要求而省却了焊后的节削和打磨工序,提高了效率,降低了成本,改善了劳动条件. |
