| 沉没式双螺旋分级机空心轴裂纹的焊接修复(图) |
|
| 日期:2007-6-20 20:42:29 人气:46 [大 中 小] |
|
|
|
本溪钢铁集团矿业有限公司歪头山铁矿(117006) 王国栋 赵景辉
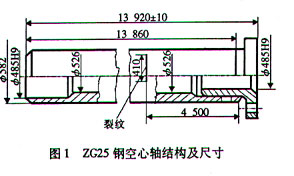
本钢歪头山铁矿选矿车间共有9台φ2400mmX14.050mm沉没式双螺旋分级机。分级机空心轴经30行的使用,产生疲劳裂纹。为节省资金,缩短停机时间决定采用焊接方法进行修复,并对修复质量提出要求:①轴向不同心度不大于2mm;②φ528mm外径对两端φ485mm与φ548mm内孔径向摆幅不大于20 mm。空心轴结构及尺寸见图1。
1 焊前准备
⑴选择φ3.2mm、φ4.0mm的J507焊条,在350~400℃下烘干2h,放在保温箱内,随用随取。
⑵将空心轴裂纹处向上平放,将裂纹处清洗干净,除去油污、铁锈等杂物,露出金属光泽。
⑶在裂纹两端分别钻φ8mm的止裂孔。
⑷用碳弧气刨开U形坡口。
⑸焊前用氧乙炔焰将被焊表面两面侧30~50mm范围预热至150~200℃。
2 焊接工艺措施
采用直流反接、多层多道貌岸然、焊条电弧方法进行修复,其工艺措施是:
⑴预热后立即用φ3.2mm的J507焊条施焊第一层和第二层,焊接电流为90~110A。清除熔渣后改用φ4.0mm的J507焊条施焊填充层和盖面层,焊接电流为120~150A。
⑵每一层的相邻焊道焊接方向相反。
⑶由于裂纹长,用立焊-平焊-立焊的顺序施焊,采用短弧焊,直线运条。
⑷除盖面焊道以外,其余各焊道均需锤击焊道两侧,先锤击焊道中部,然后锤击焊道貌岸然两侧,锤击程度以肉眼可同锤痕为宜,一直锤击至层间温度为200℃。
⑸每层焊道焊完以后彻底清除熔渣,仔细检查有无气孔、裂纹、夹渣、咬边等缺陷,如有立即用碳弧气刨彻底清除。
⑹盖面层焊缝要求两侧与母材同高,中间略有余高,且两侧熔合良好,无咬边。
⑺焊后加热焊缝至300℃保温0.5h,立即用石棉布包裹,缓慢冷却。
3 修复效果
焊后进行外观检查,未发现裂纹,焊缝与母熔合良好。修复的3根空心轴,已使用1年有余,效果良好,节约资金20多万元。
摘自《焊接》
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
