| ¢2.2m圆锥破碎机碗形铜轴瓦的焊接修复(图) |
|
| 日期:2007-6-20 20:42:08 人气:46 [大 中 小] |
|
|
|
江西铜业公司永平铜矿(234506)王辉 黄小荣
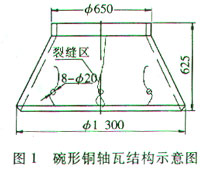
¢2.2m圆锥破碎机碗形铜轴瓦工作时承受震动负荷,且工作负荷大,在瓦壁8-¢20mm孔处出现裂纹(图1),致使该部件无法正常使用。为了恢复其使用功能,提高其使用年限,降低生产成本,决定采用焊接方法进行修复。
1 焊前准备
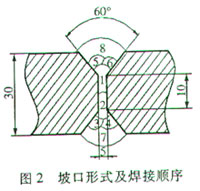
(1) 用角向磨光机对裂纹进行打磨,倒角成双Y形坡口,坡口形式见图2。
(2) 对坡口两侧30mm 范围内表面的油脂、水份、金属氧化膜及其它杂质进行
仔细清理,直至露出金属光泽为止。
(3) 选用T227焊条,与铜轴瓦(ZQSn10-5锡青铜)相匹配,采用多点内外定位焊
,再用内外交替的焊接方法来控制焊接变形。
2 焊接工艺
(1)选用ZX7-500型逆变直流手工焊机,电源极性为直流正接。
(2)焊条使用前经200℃左右,1-2小时烘干,随用随取。
(3)用氧乙炔焰对坡口两侧面100-150mm范围内进行局部预热,预热温度350-400℃,并用石棉布覆盖整个部件。要严格控制预热温度和焊接条件。
(4)选用¢3.2mm的T227焊条,焊接电流为90-120A,电弧电压为20-24V。
(5)采用合理的焊接顺序(图2)。焊后立即轻轻敲击焊缝以细化晶粒,减小焊接应力及变形。
(6)焊后立即用氧乙炔焰对焊缝两侧250mm范围内加热至350-400℃并保温缓冷,消除残余应力。
(7)焊后48h后,用机床修复加工表面,即可投入安装使用。
3 修复效果
修复后的铜轴瓦加工后表面无气孔和裂纹,用红外线探伤,焊缝内部组织均匀、无缺陷
。使用一年后,完全满足各项技术要求,使大量报废的铜轴瓦得以再利用,经济效益显著。
作者简介: 王 辉, 1975年生,大专,助理工程师。
摘自《焊接》
|
|
|
| 我有问题,我要进入论坛 |
| 出处:本站原创 作者:佚名 | |
|
