|
1徐文晓 2孙国滨,2徐文慧
1长春工业大学 材料科学与工程学院 ,吉林长春 130012
2吉林大学,吉林长春 130025
摘要:通过对10CrMo910钢的焊接性分析,针对其在焊接时存在的问题,选择了焊接材料,制订了相应的焊接工艺,所焊接的节流装置满足相关标准的技术要求.
关键词:10CrMo910,节流装置,焊接工艺
1 节流装置
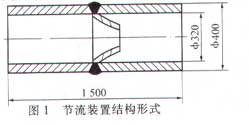
节流装置时一种计量气体、液体流量的仪器部件,在石油化工、电力工业等部门均有广泛的应用。其结构形式如图1所示。由2节直径为φ400,厚度为40的钢管(材质为10CrMo910)和喷嘴(材质为1Cr18Ni9Ti)组焊而成。内部通过的蒸汽温度为510℃、压力为10MPa,技术要求执行DL5007-92标准。为保证节流装置在工作中能够安全运行,问题的关键是需制定出合理的焊接工艺。
2 10CrMo910钢的焊接性分析
10CrMo910钢为前西德珠光体耐热钢,相当于我国2.25Cr-1Mo珠光体耐热钢。其化学成分如表1所示。
该钢具有良好的理化性能和工艺性能,热处理敏感性低,高温长期使用热强性和金属组织稳定性较好。但该钢与其他低合金耐热钢一样,在焊接时存在一些问题。
a淬硬向较大,焊接接头易产生冷裂纹
10CrMo910钢中w(Cr)=2.25%,w(Mo)=1%,而Cr 和 Mo 都显著提高了钢的淬硬性,当焊件厚度大于20mm,而冷却速度过大是,有可能产生比率很高的马氏体转变,加之氢的扩散聚集和焊接应力的综合作用,容易在焊接接头处形成冷裂纹。因此,需采用预热工艺,降低冷却速度,低于氢的逸出,减少焊接应力,可防止焊接接头冷裂纹的产生。
b 具有弧坑裂纹和根部裂纹倾向
要求第一层打底焊缝厚些,换焊条时,注意填满弧坑,避免根部裂纹和弧坑裂纹底产生。
c 消除应力处理裂纹倾向
这种裂纹一般在500-700℃温度范围内,在焊接热影响区粗晶区形成。但该部件是在510℃运行,其敏感性很低。可选用高温塑性优于母材底焊接材料,提高预热温度及时间,严格控制层间温度在300℃左右,可避免上述裂纹底产生。
d 回火脆性
回火脆性是由于焊接接头在350-500℃温度区间长期运行,钢中杂质元素在奥氏体晶界析出而引起的。因此,需控制焊接材料中的Si、P 等杂质元素的含量,选用超低氢的焊接材料——R407(E6015-B3)焊条,可防止回火脆性产生。
3 焊接工艺
3.1 焊接方法的选择
采用手工电弧焊。
3.2 焊接材料的选择
a 打底焊(10CrMo910与1Cr18Ni9Ti的焊接)采用奥氏体钢焊条A307,φ3.2mm;
b 盖面焊(10CrMo910钢之间的焊接)采用R407(E6015-B3)焊条,φ4mm
3.3 焊前准备
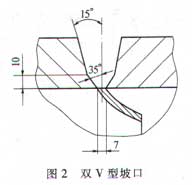
a 坡口的形式及加工。采用如图2所示的双V型坡口,采用机械加工而成。
b 焊前清理。将工件坡口、坡口两侧及管内壁15mm范围内的有无、锈批皮等杂物清理干净,直到露出金属光泽。
c 焊条烘干。为了防止产生裂纹气孔等缺陷,焊条在使用前必须烘干。焊条烘干规范为300-350℃、2h随用随取。
d 焊前预热。 选用履带式加热器将工件整体预热150℃。
3.4 焊接
a 打底焊时,采用直流反接,焊接电流为100-110A,焊接速度稍快一些(18cm/min),以减少熔合比。
b 打底焊后空气中自然冷却,焊渣清理干净后,检查有无缺陷,如发现缺陷立即挖除进行补焊。
c 在焊第二层时,需将工件重新预热到300℃,采用直流反接,焊接电流150-170A ,焊接速度为18cm/min,以减小对第二层焊道的稀释。以后各层均以正常焊速(15cm/min)进行焊接,注意层间温度控制在300℃左右,每焊完一层,将焊渣清理干净后,进行检查,确认无缺陷后,方可进行下一层焊接。
d 收弧时,一定要注意将弧坑填满。
e 工件焊接完毕后,用履带式加热器进行整体加热,进行720℃恒温3h的高温回火处理。
4 检验
回火处理后,对焊接头进行外观、硬度及超声波检查,均符合DL5007-92标准中的规定,满足使用要求。
参考文献:
【1】斯重遥 焊接手册 (第二卷),北京:机械工业出版社,1992
【2】刘东虹 高温管道10CrMo910钢焊接性分析,焊接技术 ,2001,30(1):43-44
摘自 《电焊机》 |
